|
|
| Zeile 739: |
Zeile 739: |
| | | | |
| | | | |
| − | == Kühlung ==
| |
| | | | |
| − | Eigenschaflen von Kühlschmierstoffen und ihr Einfluß auf das Schleifergebnis
| |
| − | Gemäß DIN werden Kühlschmierstofie unterteilt in
| |
| − | ::A. nicht wassermischbare -kühlschmierstoffe (reine Mineralöle mit und ohne Zusätze)
| |
| − | ::B. Kühlschmieremulsionen (meist in Form von dispersen Schmierölemulsionen) mit Wasser vermischte Konzentrate auf Mineralölbasis, Emulgatoren, Korrosionsschutzzusätzen sowie mit oder ohne EP-Zusätze. Der Wasseranteil beträgt meist 99... 80%.
| |
| − | ::C. Kühlschmierlösungen SE (in Wasser gemischte, als Konzentrat angelieferte Kühlschmierlösungen aus organischen und oder anorganischen Stofien). Sie sind gegenüber Kühlschmieremulsionen durchsichtiger und stabiler. d.h. sie haben eine längere Gebrauchsdauer. Der fertig gemischte Kühlschmierstoff hat im allgemeinen eine niedrige Konzentration, also einen hohen Wasseranteil. Kühlschmierstoffe sollen das Zeitspanvolumen und die Standzeit von Schleifscheiben steigern und die Oberflächengüte der Werkstücke verbessern.
| |
| − |
| |
| − | Danach läßt sich die Aufgabe der Kühlschmierstofie in drei Hauptfunktionen unterteilen:
| |
| − | ;1. Schmieren. d.h. die Reibung verringern. wodurch der Verschleiß der Schleifscheibe und die Werkstückerwärmung vermindert wird
| |
| − | ;2. Kühlen. d.h. die beim Schleifen entstandene Wärme abführen
| |
| − | ;3. Spülen. d.h. den Abrieb der Schleifscheibe und die angefallenen Späne aus der Wirkstelle entfernen. damit der Spanraum für die Spanbildung zur Verfügung steht.
| |
| − |
| |
| − | Diese drei Hauptfunktionen werden von den einzelnen Kühlschmierflüssigkeiten unterschiedlich gut erfüllt:
| |
| − | ::- Nicht wassermischbare Kühlschmierstofie nach A., also Mineralöle, haben optimale Schmiereigenschatten. aber weniger gute Kühleigenschatten.
| |
| − | ::- Wassergemischte Kühlschmierstofie nach B., also Mineralölemulsionen, haben je nach dem Anteil an Öl im Wasser mehr Schmier- bzw. mehr Kühleigenschatten.
| |
| − | ::- Wassergemischte Kühlschmierstofie nach C., also niedrig konzentrierte Lösungen, haben optimale Kühl- und Spüleigenschatten, aber gering ausgeprägtes Schmiervermögen.
| |
| − |
| |
| − | Während sich bei niedrigeren Zeitspanvolumen die Verschleiß- und reibungsmindernden Eigenschaften des Mineralöls deutlich herausstellen, nimmt diese Wirkung mit größer werdenden Zeitspanvolumen und zunehmender mechanischer Belastung deutlich ab.
| |
| − |
| |
| − | ;S - Kühlschmierstoff DIN 51 385
| |
| − |
| |
| − | ;SE - mit Wasser mischbar
| |
| − |
| |
| − | ;SEM - emulgierbarer Kühlschmierstoff
| |
| − |
| |
| − | ;SEW - Wassergemischter Kühlschmierstoff
| |
| − |
| |
| − | ;SEMW emulgierbarer Kühlschmierstoff, gebrauchsfertig
| |
| − |
| |
| − | ;SESW Wasserlöslicher Kühlschmierstoff, gebrauchsfertig
| |
| − |
| |
| − | ;SN nicht mit Wasser mischbar
| |
| − | ::* Schneidöl mit polaren Zusätzen
| |
| − | ::* Schneidöl mit milden EP-Zusätzen
| |
| − | ::* Schneidöl mit polaren u. EP-Zusätzen
| |
| − | ::* Schneidöl mit aktiven EP-Zusätzen
| |
| − |
| |
| − | ;EP = extreme pressure - Hochdruck Zusätze
| |
| − |
| |
| − | ===Standzeit===
| |
| − |
| |
| − | ;Schleifscheibenstandzeit in Abhängigkeit des Kühlschmierstoffes:
| |
| − |
| |
| − |
| |
| − | ::100% - Schleiföle mit AW- und EP-Additiven
| |
| − | ::90% - sehr stark geschmierte Emulsion oder Lösung
| |
| − | ::80% - stark geschmierte Emulsion oder Lösung
| |
| − | ::70% - mittel geschmierte Emulsion oder Lösung
| |
| − | ::55% - leicht geschmierte Emulsion oder Lösung
| |
| − | ::35% - organische Lösung ohne Schmierung
| |
| − | ::15% - Trockenschliff (ohne Kühlung)
| |
| − |
| |
| − |
| |
| − | ;Anti-Wear-Additive
| |
| − | Verschleissschutzwirkstoffe (Anti-Wear-Additive) bilden durch Reaktion mit Metalloberflächen plastisch deformierbare Schichten, welche den Verschleiss zwischen den tribologisch beanspruchten Reibpartnern vemindern. Sie werden unterteilt in aschegebende und aschefreie Produkte.
| |
| − |
| |
| − |
| |
| − | ;EP-Additive
| |
| − | Pressschutzwirkstofie (Extreme-Pressure-Additive) bilden durch Reaktion mit
| |
| − | Metalloberflächen Verbindungen mit geringerer Scherfestigkeit und verhindern so
| |
| − | Mikroverschweißungen zwischen den Metalloberflächen bei hohem Druck und hohen
| |
| − | Temperaturen. Der Übergang zwischen AW- und EP-Additiven ist fließend, auch hier
| |
| − | werden reaktive Phosphorverbindungen, zusätzlich auch organische
| |
| − | Schwefelverbindungern verwendet. Dabei wird unterschieden zwischen geschwefelten
| |
| − | Kohlenwasserstofien (Polysulfide) und mit Schwefel umgesetzten Carbonsäureestern.
| |
| − | Beide Typen lagern sich an die Metalloberfläche an und zersetzen sich bei höheren
| |
| − | Temperaturen. Die sogenannten aktiven Schwefeladditive reagieren hier früher als die
| |
| − | inaktiven Sorten. Der dadurch freiwerdende Schwefel bildet mit dem Metall Sulfide,
| |
| − | welche eine deutlich geringere Scherfestigkeit als das Metall selbst besitzen. Dieser
| |
| − | Effekt bewirkt eine bessere Zerspanbarkeit des Werkstoffes und verhindert ein
| |
| − | Verschweißen mit der Werkzeugschneide. Die bis vor einigen Jahren vielfach
| |
| − | eingesetzten chlororganischen Verbindungerr (Chlor-parafine) sind aus ökologischer und
| |
| − | toxikologischer Sicht bedenklich und werden heute weitgehend durch
| |
| − | Schwefelverbindungen ersetzt.
| |
| − |
| |
| − | Auszug: Fa. Oel-Held
| |
| − |
| |
| − | ===Entsorgung===
| |
| − |
| |
| − | ;Wassermischbare Kühlschmierstoffe
| |
| − | Die Entsorgung gebrauchter Emulsionen muß durch zugelassene
| |
| − | Abfallbeseitiger erfolgen (Abf. Sch. Nr. 54 402), oder kann mit geeigneten,
| |
| − | zugelassenen Spaltanlagen mittels Säuren oder durch Ultrafiltration in
| |
| − | Minerölanteil und Spaltwasser getrennt werden.
| |
| − | Der Mineraölanteil ist gemäß Abfallbeseitigungsgesetz zu entsorgen.
| |
| − | (Abf. Sch. Nr. 54 703). Adressen von Emulsionsspaltanlagen- und
| |
| − | Ultrafiltrationsaulagenherstellem sowie zugelassenen Abfallbeseitigern können
| |
| − | bei uns angefordert werden. Die hier gemachten Angaben beruhen auf dem
| |
| − | heutigen Stand der wissenschafilichen Erkenntnisse und gesetzlichen
| |
| − | Vorschriften. Alle für die geschilderten Prüfinethoden erforderlichen Hilfsmittel
| |
| − | können auch durch uns bezogen werden.
| |
| − |
| |
| − | ;Öle
| |
| − | ::- Mischen ist nicht erlaubt
| |
| − | ::- Entsorgung soll nur von Fachfirmen vorgenommen werden
| |
| − | ::- auch Öle können aufbereitet werden
| |
| − | ::- Öl-Putzlappen müssen fachgerecht entsorgt werden, dürfen nicht in den Hausmüll!
| |
| − |
| |
| − | (Siehe Abtallbeseitigungsgesetz)
| |
| − |
| |
| − | Für weitere Fragen steht Ihnen unser Labor jederzeit gerne zur Verfügung.
| |
| − | Fa. hebro
| |
| − | Fa. Oel-Held
| |
| − |
| |
| − | ===Filter===
| |
| − |
| |
| − | ;Absetzbecken:
| |
| − | ::- Kostengünstig
| |
| − | ::- großer Platzbedarf
| |
| − | ::- geringer Reinigungsgrad ~ 10-20 μm
| |
| − | ::- geringe Wartung
| |
| − | ;Magnetabscheider:
| |
| − | ::- einfache Handhabung
| |
| − | ::- einfache Entsorgung
| |
| − | ::- nur für magretische Werkstofi`e
| |
| − | ::- Reinigungsgrad ~5-10 μm
| |
| − | ;Zentrifuge:
| |
| − | ::- effekive Betriebskostensenkung
| |
| − | ::- keine Filtermittel
| |
| − | ::- sehr hoher Reinigungsgrad ~ 5 μm
| |
| − | ::- umweltfreundlich
| |
| − | ::- einfachste Bedienung
| |
| − | ::- wartungsfrei durch modererrste Technik
| |
| − | ::- herrforragendes Preis- Leistungsverhältnis
| |
| − | ;Hydrozyklon:
| |
| − | ::- Kostengünstig
| |
| − | ::- geringer Platzbedarf
| |
| − | ::- Reinigungsgrad ~5 μm
| |
| − | ;Bandfilter:
| |
| − | ::- einfache Handhabung
| |
| − | ::- einfache Entsorgung
| |
| − | ::- großer Platzbedarf
| |
| − | ::- Reinigungsgrad ~2-5 μm
| |
| − | ;Feinfilter:
| |
| − | ::- hohen Reinigungsgrad ~1-3 μm
| |
| − |
| |
| − | ===Flammpunkt===
| |
| − |
| |
| − | ;Probleme mit entflammung des Kühlschmierstoffes gibt es nur bei der Verwendung von Öl-
| |
| − |
| |
| − | ;:Untersuchung zum Brand- und Explosionsverhalten
| |
| − |
| |
| − | Für den Schleifprozess werden in der Regel Öle mit einem Flammpunkt von über 100 °C
| |
| − | eingesetzt. Diese Öle fallen daher nicht mehr unter die Verordnung für brennbare
| |
| − | Flüssigkeiten (VbF).
| |
| − | Jedes Öl besitzt eine sogenannte "untere" und eine "obere" Explosionsgrenze.
| |
| − | Die Explosionsgrenzen werden durch den prozentualen Anteil von Öl in der Luft festgelegt.
| |
| − | Die untere Explosionsgrenze liegt normalerweise bei 0.6 Vol. % Luft.
| |
| − | Das bedeutet,. dass unterhalb dieser Grenze kein zündfähiges Öl/Luftgemisch vorhanden
| |
| − | ist (z.B. bei Minimalmengenschmierung).
| |
| − | Die obere Explosionsgrenze liegt bei 7 Vol. %. Das heißt. bei einem Öl/Luftgemisch über
| |
| − | diesem Grenzwert kann keine Zündung mehr erfolgen - das Gemisch ist "zu fett".
| |
| − | Ein ÜÖl/Luftgemisch ist daher nur wenn das Verhältnis Öl/Luft zwischen 0.6 und
| |
| − | 7 Vol. %/Luftt liegt. Dieser gefährliche Bereich muss z.B. durch gutes Überspülen der
| |
| − | Schleifzone vermieden werden. Ein Zerstäuben des Öles ist durch geeignete
| |
| − | Düsenkonstruktion zu minimieren.
| |
| − | Die Physikalisch Technische Bundesanstalt in Braunschweig untersuchte 1997
| |
| − | verschiedene Öle unterschiedlicher chemischer Beschaffenheit (Mineralöl, Hydrocracköle,
| |
| − | Polyalphaolefine, Ester) mit Flammpunkten zwischen 120 °C und 240 °C. Die Viskositäten
| |
| − | bei 40 °C lagen zwischen 3.6 und 30 mm2/s.
| |
| − | Die Tests fanden in einer Versuchsanlage mit einem 700 Liter fassenden explosionsdruckfesten Behälter statt, in den das Öl mit 0.5 bis 10 bar über eine Vollkegeldüse eingesprüht wurde.
| |
| − | Die Zündung der Öl/Luftgemische erfolgte elektrisch.
| |
| − |
| |
| − | ;:Untersuchungsergebnisse
| |
| − | Sprühnebel aller untersuchten Kühlschmierstoffie konnten in der
| |
| − | geschlossenen Anlage mit elektrischen Funken von weniger als 10 J
| |
| − | selbst dann zur Explosion gebracht werden, wenn ihr Flammpunkt weit über
| |
| − | 200 °C lag.
| |
| − | Es wurden dabei maximale Explosionsüberdrücke von 3.5 bis 4.5 bar festgestellt.
| |
| − | Die Kühlschmierstoff-Sprühstrahlen konnten durch an einer Korundschleigfscheibe
| |
| − | erzeugte Stahlschleiffunken bei Anpressdrücken bis zu 600 N/cm2 und 30 m/s
| |
| − | Schleifgeschwindigkeit nicht gezündet werden. Titanschleiffunken zündeten
| |
| − | dagegen Sprühstrahlen unabhängig vom verwendeten Kühlschmierstoff-Produkt.
| |
| − | Sprühstrahlen aller untersuchten Kühlschmierstoffie konnten durch kleine heiße
| |
| − | Stäbe gezündet werden. Die Zündung erfolgte erst bei Temperaturen von 800 °C
| |
| − | bis 1000 ° C, das heißt weit oberhalb der Normzündtemperatur der Flüssigkeiten.
| |
| − | Durch einen durch eine Ringstrahldüse erzeugten Flutungsstrahl konnte bei
| |
| − | vollständiger Überflutung der Reibfläche eine Zündung verhindert werden.
| |
| − | Bei nicht vollständiger Überflutung war jedoch eine Entzündung des an der
| |
| − | Reibstelle durch Sekundärzerstäubung gebildeten Sprühnebels möglich.
| |
| − |
| |
| − | Auszug aus 'Das 1x1 des Öl-Schleifens' Fa. Oel-Held
| |
| − |
| |
| − | ===Hautverträglichkeit===
| |
| − |
| |
| − | ;Schleiföl und die menschliche Haut
| |
| − |
| |
| − | Aufgrund jahrzehntelanger Erfahrung und wegen seiner chemischen Zusammensetzung [keine Aromaten in Polyalphaolefinen) kann gesagt werden, dass von Öel keine schädigende Wirkung auf die Haut ausgeht.
| |
| − | Der arbeitsbedingte direkte Kontakt mit der menschlichen Haut findet praktisch ausschließlich überdie Hände statt.
| |
| − | Negativ auf die Haut wirken sich im Schleifol schwebende Abtragspartikel [z.B. Mikrospäne) aus, die die Oberhaut mechanisch schädigen können. Kobalt- und Nickelpartikel dringen in die Hautporen ein und losen Allergien aus.
| |
| − |
| |
| − | ;Generell gilt:
| |
| − |
| |
| − | Je besserdie Filtration des Schleiföeles, desto geringer ist die mechanische Beeinfiussung der Haut.
| |
| − | Vom Schleifoel durchtränkte Kleidungsstücke sollten unverzüglich gewechselt werden.
| |
| − | lm Gegensatz zu wassermischbaren Kühlschmierstoffen wird durch Schleifoel der natürliche Säureschutzmantel der Haut nicht angegriffen. Die Erfahrung hat gezeigt, dass in Grossbetrieben,
| |
| − | nach Umstellung von wassermischbaren Kühlschmierstoffen auf Schleifoele, die Zahl der Hauterkrankungen der Mitarbeiter um 80 - 90% zurückgingen.
| |
| − |
| |
| − | ;Einwirkungen auf den menschlichen Organismus
| |
| − |
| |
| − | Um Einwirkungen wie Öldämpfe, Öelnebel und Rauch auf den menschlichen Ordanismus beim Schleifen mit Öl zu vermeiden, müssen eingesetzte Maschinen gekapselt und mit einer Absaugeinrichtung ausgerüstet sein. Als Obergrenze für den MAK-Wert (Maximale
| |
| − | Arbeitsplatzkonzentration) gelten zurZeit 10 mg Ölnebel und Öldampf pro m³ entsprechend Atemluft.
| |
| − |
| |
| − | Zu unterscheiden sind:
| |
| − |
| |
| − | ;Öldämpfe
| |
| − |
| |
| − | Sie sind unsichtbar und entstehen bei Ölen ab ca. 250°C. Bei wassermischbaren Kühlschmierstoffen entstehen diese Dämpfe bereits ab 100°C und betragen mengenmäßig ein Vielfaches der Schleifoeldämpfe. Schleifoele auf Polyalphaolefinbasis haben einen um zwei Drittel geringeren Verdampfungsverlust als herkommliche Mineraloelprodukte.
| |
| − |
| |
| − | ;Ölnebel
| |
| − |
| |
| − | Bei Ölnebel handelt es sich um feinst verteilte Oeltröpfchen in der Luft. Auch hier sind die verdampfungsarmen polyalphaolefinbasischen Produkte den Mineraloelen weit überlegen.
| |
| − |
| |
| − | ;Rauch
| |
| − |
| |
| − | Schleifrauch ist ein fein verteilter fester Stolf, der aus Werkstückmaterial, Schleifscheibenmaterial und aus verbranntem Öl bestehen kann.
| |
| − |
| |
| − | ;Deposition von Dämpfen, Nebel und Rauch im menschlichen Organismus
| |
| − |
| |
| − | Eine mit Hilfe einer Gamma-Kamera durchgeführte Untersuchung über die Deposition von Dämpfen, Nebel und Rauch beim Arbeiten mit Kühlschmierstoffen zeigte, dass sich ein großerTeil wie erwartet
| |
| − | im Hals-, Nasen- und Rachenbereich ablagert. Auch die Lunge ist davon betroffen. Sogar im Magen sind starke Kühlschmierstoflkonzentrationen nachzuweisen.
| |
| − | Nebensfehende Abbildung zeigt eine typische Deposifion von Dämpfen, Nebel und Rauch im menschlichen Organismus.
| |
| − |
| |
| − | ;Absaugung von Oeldäampfen, Oelnebel und Rauch
| |
| − |
| |
| − | Als Absauganlagen haben sich elektrostatische Filtersysteme mit nachgeschaltetem Aktivkohlefilter, Mattenfilter oder bei Großanlagen sogenannte Demistoren gut bewährt. Bei elektrostatischen Filtersystemen sind die Reinigungsintervalle genau einzuhalten, um Funkenüberschläge zu vermeiden.
| |
| − | Auf Wunsch der Berufsgenossenschafi soll bei Verwendung von elektrostatischen Filtern der Flammpunkt des eingesetzten Öles mindestens 140°C betragen.
| |
| − |
| |
| − | Auszug aus "Das 1x1 des Öl-Schleifen" Fa. Oel-Held
| |
| − |
| |
| − | ;Hautpflegeplan
| |
| − |
| |
| − | Hautgefährdung nach:
| |
| − | ::- Betriesbereich
| |
| − | ::- Arbeitsverfahren
| |
| − | ::- Stoffe
| |
| − |
| |
| − | ;Hautschutzmittel
| |
| − |
| |
| − | -vor Arbeitsbeginn auch nach den Pausen
| |
| − |
| |
| − | ;Schutzhandschuh
| |
| − |
| |
| − | - soweit nicht generell vorgesehen,
| |
| − |
| |
| − | - Hinweise auf speziellen Einsatzbereich
| |
| − |
| |
| − | ;Hautreinigungsmittel
| |
| − |
| |
| − | - nach der Arbeit, auch vor den F'ausen
| |
| − |
| |
| − | ;Hautpflegemittel
| |
| − |
| |
| − | - nach Arbeitsende und nach der Hauptreinigung
| |
| − |
| |
| − | ===Korrosion===
| |
| − | Beim Schleifen mit wasserlöslichen Kühlschmierstoffen kann es bei falscher oder zu niedrig eingestellter Emulsion zu Korrosionsschäden kommen.
| |
| − |
| |
| − | Beim Schleifen mit Öl gibt es keine Korrosionsprobleme.
| |
| − |
| |
| − | ===Kühldüsen===
| |
| − | [[Datei:Kuehlungsduese anordnung.jpg|600px]]
| |
| − | [[Datei:Kuehlungsduese.jpg|600px]]
| |
| − | [[Datei:Kuehlduese.jpg|600px]]
| |
| − | [[Datei:Kuehlungsduese 20.jpg|600px]]
| |
| − | [[Datei:Kuehlschmiergeschwindigkeit.jpg|600px]]
| |
| − | [[Datei:Kuehldiagramm.jpg|600px]]
| |
| − | [[Datei:Kuehlung2.jpg|600px]]
| |
| − |
| |
| − | ===Mischbar (nur Wasser)===
| |
| − |
| |
| − | ===Oberflächengüte===
| |
| − |
| |
| − | Die einzelnen technischen Eigenschaften der verschiedenen Kühlschmierstofie sind zusammengefaßt:
| |
| − | ;Schmieren
| |
| − |
| |
| − | ::- Verbesserung der Überflächengüte
| |
| − | ::- Reduzierung der Reibung
| |
| − | ::- Minimierung des Verschleisses
| |
| − | ;Kühlen
| |
| − |
| |
| − | ::- Abführung der Prozeßwärme
| |
| − | ::- Vermeidung thermischer Schädigung
| |
| − | ::- Äfiitrimierung des Verschleisses
| |
| − | ;Spülen
| |
| − |
| |
| − | ::- Verbesserung der Überflächengüte
| |
| − | ::- Vermeidung thermischer Schädigung
| |
| − | ::- Abfuhr von Spänen
| |
| − | ;Öl
| |
| − |
| |
| − | ::- verbessert die Überflächengrüte
| |
| − | ::- Erhöht das Zeitspanvolumen
| |
| − | ::- Druck aufnehmen durch EP-Zusätze
| |
| − | ::- Gute Filtrierbarkeit
| |
| − | ::- Gute Benetzung
| |
| − | ::- Guter Korrosionsschutz
| |
| − | ::- Alterungsbeständigkeit
| |
| − | ::- Geringe Schaumentwicklung
| |
| − | ::- Verträglichkeit mit Metallen und Farben
| |
| − | ::- Gute Abwaschbarkeit
| |
| − | ::- Gute gesundheitliche Verträglichkeit
| |
| − | ::- Umweltfreundliche Aufbereitung oder Beseitigungsmöglichkeit
| |
| − |
| |
| − | ===Schmierstoffe===
| |
| − | [[Datei:Kuehlschmierstoffe.jpg|800px]]
| |
| − |
| |
| − | ===Spülung===
| |
| − | Durch Spülung mit viel Kühlschmiermittel sorgt man für einen guten Abfluss des abgetragenen Werkstoffes und ausgebrochene Schleifkörper.
| |
| − | Die Spülung versetzt die Kontaktzone in einen zustand der einer Überflutung gleich kommt, somit erreicht man die bestmögliche Kühlung der Kontaktzone.
| |
| − |
| |
| − | ===Kühlfehler===
| |
| − |
| |
| − | Durch falsch ausgerichtete Kühldüsen entstehen Zonen mit schlechter Kühlung:
| |
| − |
| |
| − | [[Datei:Kuehlungsduese falsch.jpg|600px]]
| |
| − |
| |
| − | [[Datei:Kuehlungsduese falschR.jpg|600px]]
| |
| − |
| |
| − | ;Schleifwärme und Kühlschmierung
| |
| − |
| |
| − | Beim Schleifen entsteht Wärme durch Reibung und Spanbildung. In der
| |
| − | Werkstückrandzone können dadurch ohne Kühlung Temperaturen von über
| |
| − | 1000°C auftreten. Die Erwärmung der Randzone sowie das rasche
| |
| − | Abkühlen sind die Ursache für Schleifschäden (Bild).
| |
| − | Maßabweichungen,. Spannungen und Rissbildung werden durch die
| |
| − | Ausdehnung und das nachfolgende Schrumpfen in der Schleifzone
| |
| − | verursacht. Brandflecken sind ein sichtbares Zeichen dafür, dass an der
| |
| − | Oberfläche Anlassternberaturen aufgetreten sind. Das führt in vielen Fällen
| |
| − | zur Enthärtung und zur Neuhärtung. Die Anlasszonen, oft auch Weichhaut
| |
| − | genannt, können bis zu einer Tiefe von 140 um gehen.
| |
| − |
| |
| − | ;Eine geringe Randzonenternperaturwird ereicht durch:
| |
| − |
| |
| − | ::- kleine Zustellung und kleine Kontaktlange
| |
| − | ::- kleines Geschwindigkeitsverhaltnis q
| |
| − | ::- Schleifkorper rnit hoher Griffigkeit. geringer Kornhaltekraft und sprödern Korn
| |
| − | ::- intensive Kühlschmierung
| |
| − |
| |
| − | [[Datei:Brandflecken.jpg|600px]]
| |
| − |
| |
| − | ===Wartung===
| |
| − |
| |
| − | Kühlschmierstoff, Geforderte Schutz- und Überwachungsmaßnahmen:
| |
| − |
| |
| − | ::1. Hautkontakt möglichst vermeiden.
| |
| − | ::2. Vermeidung der Einschleppung von Nitrosierungsagenzien wie z.B. die Einschleppung von sekundären Aminen aus Korrosionsschutzmitteln, Reinigern etc.
| |
| − | ::3. Einsatz möglichst resistenter Kühlschmierstoffe.
| |
| − | ::4. Vermeidung von Fremköleinbrüchen.
| |
| − | ::5. Bei Kühlschmierstoffwechsel muß ein Systemreiniger eingesetzt werden.
| |
| − | ::6. Regelmäßige Temperaturüberwachung des Kühlschmierstoffes -max. Temperatur bei Zerspanung 40°C
| |
| − |
| |
| − | ;Emulsionsansatz
| |
| − |
| |
| − | Unmittelbar nach der Reinigung kaltes Leitungswasser in den sauberen Behälter füllen und die vorgesehene Menge des Kühlschmiermittels langsam und unter ständigem Rühren dem Ansatzwasser beimischen.
| |
| − | Niemals umgekehrt verfahren!
| |
| − |
| |
| − | ;Mischtemperatur:
| |
| − |
| |
| − | Kühlschmiermittel mindestens +10°C
| |
| − | Ansatzwasser maximal +30° C
| |
| − | Zum Ansatz kein voll entsalztes Wasser verwenden; die geeignetsten Wasserhärten liegen zwischen 7 und 20°dH.
| |
| − | Emulsion nicht mit anderen Emulsionen mischen. Erfolgt die Ansatzbereitung und die Nachdosierung über einen separaten, ggf. mobilen Tank, darf nur fertig gemischte Emulsion in die Maschinenbehälter/-tanks gefüllt werden.
| |
| − |
| |
| − | Empfehlenswert ist auch, zur Ansatzbereitung ein Kühlmittelmischgerät einzusetzen, um eine einwandfreie Mischung zu erhalten.
| |
| − | Überwachung und Pfiege der Kühlschmiermittel-Emulsion
| |
| − |
| |
| − | ;Konzentrationsmessung
| |
| − |
| |
| − | regelmäßige Messung der Emulsion vor Ort mit Hilfe des Handrefraktometers Skala 0-10 (im Labor, auch durch Säurespaltung).
| |
| − | Bei zu hoher Konzentration Emulsion durch Zugabe einer sehr verdünnten Emulsion abmagern.
| |
| − | ;- niemals reines Wasser zusetzen.
| |
| − |
| |
| − | pH-Messung mit Hilfe eines Indikatorpapiers/pH-Meßstäbchen (6,5-10.0) oder mit pH-Meßgerät.
| |
| − |
| |
| − | ;Microbiologische Kontrolle
| |
| − |
| |
| − | Einsaiz von Bio-Teströhrchen, Handhabung und Auswertung gemäß gesonderter Anleitung.
| |
| − |
| |
| − | Nitrit/Nitrat-Messung mit Hilfe eines Indikatorpapieres, Handhabung und Auswertung gemäß gesonderter Anleitung.
| |
| − |
| |
| − | ;Korrekturmaßnahmen
| |
| − |
| |
| − | Wartungs- und Pflegeprodukte - wie Biocide, Korrosionsschutzlösungen, Wasseraufhärter sollten nur nach vorheriger Analyse und/oder Ursachenklärung verwendet werden.
| |
| − | Verschmulzte Emulsion sollte gefiltert oder mit anderen Methoden gereinigt werden.
| |
| − | Aufschwimmende Öle (Lecköle) mit dem Ölskimmer entfernen.
| |
| − |
| |
| − | ;Pflege von Kühlschmierstoffen
| |
| − |
| |
| − | Ölskimmer dienen zum Abtragen von Fremdölen aus Kühlschmierstoffen. Dadurch "wird die Bakterienbindung" weitgehend vermieden und die Standzeit der Kühlschmierstofie erheblich erhöht. Die Belastung des Maschinenbedieners durch Geruch- und Dampfentwicklung wird wesentlich reduziert.
| |
| − |
| |
| − | ;Bandskimmer und Scheibenskimmer
| |
| − |
| |
| − | Die Ölskimmer (sh. Bilder) sollten erst dann an den Kühlmittelbehälter angesetzt werden, wenn die Kühlflüssigkeit 2 Stunden oder länger ruht, damit die abzuscheidenden Fremdöle sich an der Überfläche abgesetzt haben.
| |
| − | Der Ölskimmer soll so an den Kühlflüssigkeitsbehälter angesetzt werden, daß die Scheibe bzw. das Band 10 bis 40 mm in die Flüssigkeit eintaucht. Durch die 2 Gelenke ist eine vielfache Verstellmöglichkeit vorhanden.
| |
| − | Das Ablaufrohr mit Schlauch soll immer leicht nach unten geneigt werden, um einen sicheren Ablauf des Fremdöls zu gewährleisten. Der Auffangbehälter muß ausreichend groß bemessen sein. Das Einschalten des Gerätes kann entweder direkt am Netzteil oder durch die Steckverbindung am Gehäuse erfolgen. Man hat die Möglichkeit, die Spannung am Netzteil zwischen 3 und 12 Volt in 6 Stufen einzustellen. Die Drehzahl erhöht sich bei steigender Votzahl. Beim Einschalten ist es von Vorteil mit Stufe 6 (12 Volt) zu beginnen, da die Reibungskräfte noch relativ hoch sind.
| |
| − |
| |
| − | [[Datei:Bandskimmer.jpg|600px]]
| |
| − |
| |
| − | ===Öel&Wasser - Vor und Nachteile===
| |
| − | Wasser oder Öel?
| |
| − |
| |
| − | Das Schleifen mit Öel hat bis auf die Kosten und technisch zu erfüllenden Umstände quasi nur Vorteile.
| |
| − |
| |
| − | ;Voraussetzungen für das Schleifen mit Öel:
| |
| − |
| |
| − | ;Maschinenkapselung
| |
| − | Bevor in eine Schleifinaschine Öl eingelüllt werden darf, muss zuerst überprüft
| |
| − | werden, ob die Maschine gekapselt ist. Die Kapselung verhindert den
| |
| − | unkontrollierten Austritt des Öls. Bei neuen Schleifinaschinen ist die Vollkapselung selbstverständlich.
| |
| − |
| |
| − | ;Absaugung
| |
| − | Zusätzlich sollte die Maschine mit einer Absaugeinrichtung versehen sein, um
| |
| − | Öldämpfe, Ölnebel und den Ölrauch abzuleiten, damit sie nicht den Bediener der
| |
| − | Maschine beeinträchtigen. In der Praxis haben sich Luftfiltersysteme mit
| |
| − | Prallblechen und Filtermatten sowie elektrostatische Filtersysteme mit zusätzlicher Aktivkohlefiltrierung gut bewährt. Für elektrostatische Filtersysteme ist
| |
| − | es empfehlenswert einen Wartungsvertrag abzuschließen, damit der
| |
| − | Hochspannungsteil ständig gereinigt wird.
| |
| − | Für große Zentralluftfilteranlagen in Werkhallen eignen sich sogenannte
| |
| − | Demistoren, die durch Versprühen von Öl auf Maschengewebe eine Luftreinigung herbeiführen.
| |
| − |
| |
| − | ;Feuerlöscheinrichtung
| |
| − | Öl ist brennbar! Jede Maschine muss daher mit einer automatischen
| |
| − | Feuerlöscheinrichtung ausgerüstet sein.
| |
| − |
| |
| − | ;Explosionsklappen
| |
| − | An der Oberseite der Maschinen müssen Explosionsklappen angebracht werden,
| |
| − | um für den äußerst seltenen Fall einer Verpuffung die Energie abzuleiten. Die
| |
| − | Klappen sind so anzubringen, dass sie nach einer Verpuffung sofort selbständig
| |
| − | Wieder schließen und die Absaugung automatisch abschalten.
| |
| − |
| |
| − | ;Kühlmittelkontrolle
| |
| − | Ein Strömungswächter muss bei Kühlmittelausfall die Maschine sofort abschalten
| |
| − | Ein zusätzlicher Niveauwächter kann verhindern, dass ein Öl-Luftgemisch in die
| |
| − | Schleifkontaktzone gepumpt wird.
| |
| − |
| |
| − | ;Kühlschmierstoffmenge
| |
| − | Aufgrund der geringeren Wärmekapazität von Öl gegenüber wassermischbaren
| |
| − | Kühlschmierstoffen sollte die Umlaufmenge verdoppelt werden. Bei gleicher
| |
| − | Umlaufmenge empfiehlt sich der Einbau eines Kühlaggregates.
| |
| | | | |
| | | | |
| Zeile 1.209: |
Zeile 769: |
| | == Messerschneiden == | | == Messerschneiden == |
| | | | |
| − | == Meßtechnik ==
| |
| − |
| |
| − | ===Manuelles Messen===
| |
| − |
| |
| − | ====Messschieber====
| |
| − | Messschieber sind die meistbenutzten Längenmessgeräte.
| |
| − | Es gibt sie in Analoger und Digitaler Ausführung.
| |
| − | Einfache und schnelle Handhabung sind wesentliche Gründe für ihre Beliebtheit.
| |
| − | Messgenauigkeit von 0,1mm bis 0,02mm
| |
| − | Noniusauflösung 0,1mm, 0,05mm oder 0,02mm
| |
| − |
| |
| − | [[Datei:Messschieber A.jpg|800px]]
| |
| − |
| |
| − | Messschieber Analog
| |
| − |
| |
| − | [[Datei:Messschieber D.jpg|800px]]
| |
| − |
| |
| − | Messschieber Digital
| |
| − |
| |
| − | ;Digitale Messmittel haben meist auch die Möglichkeit zwischen mm (Millimeter) oder in (Zoll) zu wechseln.
| |
| − |
| |
| − | ====Bügelmessschraube====
| |
| − | Die Messgenauigkeit von Büegelmessschrauben liegt bei 0,01mm
| |
| − |
| |
| − | Sonderbügelmessschrauben sind z.b. 3-Punktmessschrauben zum Messen von 3 oder 5-schneidigen [[Fräswerkzeuge|Fräsern]].
| |
| − |
| |
| − | [[Datei:Buegelmess Analog.jpg|800px]]
| |
| − |
| |
| − | Bügelmessschraube Analog
| |
| − |
| |
| − | [[Datei:Buegelmess Digital.jpg|800px]]
| |
| − |
| |
| − | Büegelmessschraube Digital
| |
| − |
| |
| − | [[Datei:Buegelmess 3-punkt.jpg|800px]]
| |
| − |
| |
| − | Büegelmessschraube Digital 3-Punkt (hier in Ausführung für 5-Schneidige Werkzeuge)
| |
| − |
| |
| − | ;Digitale Messmittel haben meist auch die Möglichkeit zwischen mm (Millimeter) oder in (Zoll) zu wechseln.
| |
| − |
| |
| − | ====Innenmesser====
| |
| − |
| |
| − | [[Datei:Innenm 3.jpg|600px]]
| |
| − |
| |
| − | Innenmesser für den Durchmesserbereich 70-80mm (3-Punkt-Messung)
| |
| − |
| |
| − |
| |
| − | [[Datei:3 punkt messen.jpg|500px]]
| |
| − |
| |
| − | Das Innenmessen hat es in sich, im Gegensatz zu Werkstücken mit Aussenmaßen sind Bohrungen bei ihrer Herstellung sowie auch beim Messen schwieriger zu beherrschen. Nicht nur, dass aus Gründen vorgesehener Verwendung meist hohe Ansprüche an Maß und geometrische Form gestellt werden, wesentliche Konstruktionselemente des Messgerätes, die die Messunsicherheit mit beeinflussen, sind innerhalb der zu erfassenden Bohrung unterzubringen.
| |
| − | 3-Linien-Berührung mit markanten Vorteilen Durch die annähernd perfekte Selbstzentrierung und Selbstausrichtung der Messgeräte erfolgen Bohrungsmessungen weitgehend unabhängig vom Gefühl und Zuverlässigkeit der Prüfperson. Die Linienberührung der 3 Messbolzen richten das Messgerät selbsttätig parallel zur Mantelfläche aus Innenmessgeräte mit 2-Punkt-Berührung sind nicht selbstzentrierend. Nur zusätzlich angebrachte Zentrierhilfen erleichtern das Bohrungsmessen.
| |
| − | Ein Innenmessgerät kann viele Lehrdorne ersetzen Ein Lehrdorn prüft ein einziges Passmaß. Ein einziges Innenmessgerät genügt immer für einen Durchmesserbereich.
| |
| − | Je nach Ausführung können außer Durchgangsbohrungen auch Grundlochbohrungen oder kurze Zentriereindrehungen sicher gemessen werden.
| |
| − | Erfassen von Formabweichungen Messungen an verschiedenen Stellen einer Bohrung zeigen Formabweichungen auf. Messgeräte mit 3-Linien-Berührung erfassen Rundheitsabweichungen einer Bohrung mit dreieckigem Charakter. Dagegen messen Geräte mit 2-Punkt-Berührung jeweils einen mittleren Durchmesser.
| |
| − | Messungen an unterschiedlichen Berührungspunkten zeigen keine Durchmesserunterschiede an.
| |
| − |
| |
| − |
| |
| − | [[Datei:Innenmessung.jpg|600px]]
| |
| − |
| |
| − | ====Messuhr====
| |
| − |
| |
| − | [[Datei:Messuhr A.jpg|400px]]
| |
| − |
| |
| − | Analoge Messuhren haben eine Messgenauigkeit von 0,01mm bis 0,001mm
| |
| − |
| |
| − | [[Datei:Messuhr D.jpg|400px]]
| |
| − |
| |
| − | Digitale Messuhren haben eine höhere Genauigkeit von 0,01mm bis 0,00005mm und lassen sich in jeder Stellung nullen.
| |
| − |
| |
| − | ;Digitale Messmittel haben meist auch die Möglichkeit zwischen mm (Millimeter) oder in (Zoll) zu wechseln.
| |
| − |
| |
| − | ====Hebelmessfühler====
| |
| − |
| |
| − | Die Fühlhebelmessgeräte sind unentbehrliche Messgeräte für die Werkstatt und für den Messraum.
| |
| − | Ideal für Unterschiedsmessungen, z.B. auf der Prüfplatte.
| |
| − | Messung von Form-, Position- und Lageabweichungen, im besonderen von Rund- und Plaulauf sowie Steigungsmessen an Schneidwerkzeugen usw.
| |
| − |
| |
| − | ;Messgenauigkeit 0,1 bis 0,002mm
| |
| − |
| |
| − | [[Datei:Hebellehre.jpg|500px]]
| |
| − |
| |
| − | ====Winkelmesser====
| |
| − | [[Datei:Winkelmesser.jpg|600px]]
| |
| − |
| |
| − | Analoger Universalwinkelmesser
| |
| − |
| |
| − | ====Dickenmesser====
| |
| − | [[Datei:Dickenmesser.jpg|600px]]
| |
| − |
| |
| − | Dickenmesser zum ermitteln von Plattendicke oder Sägebreite
| |
| − |
| |
| − | ====Masslehren====
| |
| − | [[Datei:Radienschablonen.jpg|600px]]
| |
| − |
| |
| − | Radienschablone
| |
| − |
| |
| − | [[Datei:Gewindeschablonen.jpg|600px]]
| |
| − |
| |
| − | Gewindeschablone zum ermitteln von Gewindesteigung
| |
| − |
| |
| − |
| |
| − | [[Datei:Fuehlerlehre.jpg|600px]]
| |
| − |
| |
| − | Fühlerlehre (auch Spion genannt) zum ermitteln von Schlitzbreiten.
| |
| − |
| |
| − |
| |
| − | ====Parallelendmaße====
| |
| − |
| |
| − | [[Datei:Winkel Titel.jpg|600px]]
| |
| − |
| |
| − | ====Oberflächenmesser====
| |
| − |
| |
| − | ;Oberflächenprüfung
| |
| − |
| |
| − | Kenngrößen von Oberflächen
| |
| − | Die Rauheitskenngrößen werden aus dem Rauheitsprofil (R-Profil) ermittelt.
| |
| − | Die gemittelte Rautiefe Rz ist der Mittelwert aus den Einzelrautiefen innerhalb der Gesamtmessstrecke. Rmax entspricht somit Z3 in Bild 1.
| |
| − | Der Mittelrauwert Ra ist der arithmetische Mittelwert aller Abweichungen von der Mittellinie (Bild 2).
| |
| − | Die Glättungstiefe Rp ist der Abstand der höchsten Profilspitze zur Mittellinie.
| |
| − | Der Materialanteil M,, auch Traganteil tp genannt, ist das prozentuale Verhältnis der tragenden Profilanteile zur Gesamtmessstrecke auf einer Schnittlinie (Bild 3).
| |
| − | Die über der Schnittlinie liegenden Profilanteile kann man sich durch Materialabrieb abgetragen vorstellen. In der dargestellten Oberfläche beträgt der Materialanteil (Traganteil) 25% bei der Schnitttiefe 1:m und erreicht 92% bei der Schnitttiefe 2 um.
| |
| − | Die Abbott-Kurve stellt die Materialanteile bei verschiedener Profiltiefe dar. Die Formen der Abbott-Kurven sind vom Fertigungsverfahren abhängig (Bild 4). Sie ermöglichen eine Beurteilung des Funktionsverhaltens von Oberflächen:
| |
| − | ::* Die Profilspitzen sollten möglichst klein sein, um da Einlaufen von geschmierten Gleitflächen, z.B. Motorzylindern zu erleichtern.
| |
| − | ::* Der Kernbereich mit seiner größten Materialzunahme gibt Aufschluss über die wirksame Rautiefe nach dem "Einlaufen" und über die Lebensdauer.
| |
| − | ::* Der Riefenbereich gibt Aufschluss über die Schmierfähigkeit, denn die ins Material hineingehenden Riefen nehmen das Öl auf.
| |
| − |
| |
| − | Hochbelastete Gleit- oder Wälzlager sollten ein plateauförmiges Profil haben mit kleinem Spitzenbereich, einem hohen Materialanteil (Traganteil) im Kernbereich und ausreichend großen Riefen für die Ölaufnahme.
| |
| − |
| |
| − | Plateauförmige Oberflächen erhält man durch Vorhonen, z.B. auf R2 10:m. Beim Fertighonen werden die Profilspitzen abgetragen. Dadurch entstehen "Plateaus" mit kleiner Rautiefe, während Riefen von 3:m bis 5u:m erhalten bleiben.
| |
| − |
| |
| − | [[Datei:Rautiefe1.jpg|600px]]
| |
| − |
| |
| − | [[Datei:Rautiefe2.jpg|600px]]
| |
| − |
| |
| − | ===Maschinelles Messen===
| |
| − |
| |
| − | ====Zoller====
| |
| − | [[Datei:Zoller.jpg|800px]]
| |
| − |
| |
| − | Zoller genius Voreinstellgerät
| |
| − |
| |
| − | ====Walter====
| |
| − | [[Datei:Wlater Mess.jpg|500px]]
| |
| − |
| |
| − | Walter Helicheck Messgerät
| |
| − |
| |
| − | == Rundschleifen ==
| |
| − |
| |
| − | Außenrundschleifen ist eine gundlegende Methode und einer der üblichsten
| |
| − | Schleifvorgänge.
| |
| − | Die meisten Außenrundschleifmaschinen haben gleichartige Grundkonstruktionen. Wegen
| |
| − | besonderer Ausführungen unterscheidet man aber einige verschiedene Typen:
| |
| − |
| |
| − | ;Universalaußenrundschleifmaschinen
| |
| − |
| |
| − | sind sehr vielseitig, was Werkstück und mögliche Schleifarbeiten betrift. Meist sind sie ziemlich klein, aber es gibt auch Maschinen mit
| |
| − | Abmessungen, die für große Werkstücke geeignet sind. Die Universalaußenrundschleifimaschinen können in der Regel mit Zusatzeinrichtungen für Innenrundschleifen versehen
| |
| − | werden.
| |
| − |
| |
| − | ;Produktionsaußenrundschleifmaschinen
| |
| − |
| |
| − | sind zunächst auf das Schleifen von gleichartigen Werkstücken eingerichtet. Oft ist es z. B. nicht möglich, Schleifsupport oder Aufspannspindelstock zu drehen, was bewirkt, daß der Aufbau sehr stabil gemacht werden kann. Numerisch gesteuerte Produktionsschleifiznaschinen werden immer gewöhnlicher.
| |
| − |
| |
| − | ;Walzenschleifmaschinen
| |
| − |
| |
| − | unterscheiden sich von den übrigen Typen vor allem durch ihre Abmessungen.
| |
| − |
| |
| − | ;Spezialaußenrundschleifmaschinen
| |
| − | sind z. B. Maschinen die für reines Einstechschleifen konstruiert sind. Entweder für "gerade" Einstechung oder für Einstechschleifen mit schräggestellter Schleifscheibe (15 bis 30°) für gleichzeitiges Schleifen von Ansatzebenen und zylindrischen Flächen.
| |
| − |
| |
| − | ;Kurbelwellenschleifmaschinen, Nockenwellenschleifmaschinen und Polygonschleifmaschinen
| |
| − |
| |
| − | sind andere Beispiele von Spezialaußenrundschleifmaschinen. Numerische Steuerung ist nunmehr gewöhnlich.
| |
| − |
| |
| − | ;Spannen des Werkstücks
| |
| − |
| |
| − | Spannen zwischen Spitzen ist die üblichste Methode. In erster Linie sollen feste Spitzen
| |
| − | verwendet werden. Beim Spannen mit rotierenden Spitzen ist es in der Regel nicht möglich, gleichhohe Rundheitsgenauigkeit zu erreichen.
| |
| − | Die Ausführung und der Zustand der Zentrierbohrungen beeinflussen das Ergebnis!
| |
| − | Vorzugsweise sind schutzversenkte Zentrierbohrungen oder Zentrierbohrungen mit
| |
| − | gerundeten Mantelflächen zu verwenden.
| |
| − |
| |
| − | Bei der Wahl von Typ und Abmessung der Zentrierbohrungen muß man die Oberflächendrucke zwischen Bohrungen und Spitzen berücksichtigen. Der Spitzendruck wird dem Werkstückgewicht angepaßt. Zu hohe Spitzendrücke können, besonders für schlanke Werkstücke, Probleme mit dem Erreichen guter Genauigkeit verursachen.
| |
| − | Die Spitzen sind normal aus verschleißfestem Hartmetall hergestellt. Instandhaltung der Spitzen und Schmierung mit geeignetem Schmiermittel sind wichtig.
| |
| − | Normalerweise wird ein Mitbringer für den Antrieb des Werkstücks verwendet. Er soll, wenn
| |
| − | möglich, an dem Ende des Werkstücks, das den größten Durchmesser hat, angebracht werden.
| |
| − |
| |
| − | Der Produktionstakt bei Kleinserienfertigung kann dadurch erhöht werden, daß man einen
| |
| − | handlichen Mitnehmertyp wählt und zwei Mitnehmer wechselweise verwendet.
| |
| − |
| |
| − | ;Spannen auf Dorn
| |
| − |
| |
| − | wird für Werkstücke mit großen durchgehenden Bohrungen verwendet.
| |
| − | Der Dorn muß auf genaue Passung geschliffen und eventuell leicht konisch (etwa 1:100) sein.
| |
| − | wenn man gute Rundheit und enge Wurftoleranz wünscht. Spreizbare Dorne werden in
| |
| − | gewissen Fällen verwendet. Der Produktionstakt kann oft erhöht werden, wenn man zwei
| |
| − | Dorne wechselweise verwendet.
| |
| − |
| |
| − | ;Spannfutter
| |
| − |
| |
| − | wird in vielen Fällen verwendet. Zu beobachten ist, daß die Rundheitsgenauigkeit
| |
| − | ganz von der Lagerung des Aufspannspindelstocks abhängt.
| |
| − | Stützspitze am freien Ende des Werkstücks soll für längere Werkstücke verwendet werden.
| |
| − | Spannhülse wird für kleine Werkstücke verwendet. Die Toleranz des Durchmessers, der für
| |
| − | das Spannen verwendet wird, muß ziemlich eng sein.
| |
| − | Planscheibe ist für Werkstücke mit unregelmäßiger Form geeigiet.
| |
| − | UnsymrmetrischeWerkstücke müssen ausgewuchtet werden!
| |
| − |
| |
| − | ;Magnetfutter
| |
| − |
| |
| − | ist in gewissen Fällen verwendbar, begrenzt aber die Möglichkeiten, was hohe
| |
| − | Zerspanungsgeschwindigkeiten mit großen Schleifkräften betrifft. Die Werkstückoberfläche,
| |
| − | die für das Spannen verwendet wird, muß auf gute Planheit geschlichtet und im Verhältnis zur
| |
| − | Länge des Werkstücks genügend groß sein.
| |
| − |
| |
| − | ;Lünetten
| |
| − |
| |
| − | Beim Schleifen von langen Werkstücken sollen Lünetten angewendet werden. Zu
| |
| − | beobachten ist, daß die Lünetten gegen Oberflächen, die auf gute Rundheit geschliffen und
| |
| − | frei von Wurf sind, angebracht werden müssen. Wenn man wenigstens zwei Lünetten
| |
| − | gleichzeitig verwendet, kann man die Schwierigkeiten reduzieren. die entstehen. wenn eine
| |
| − | Stützfläche die Schleifscheibe passiert.
| |
| − |
| |
| − | ;Schleifscheibenzusammensetzungen
| |
| − |
| |
| − | Beim Außenrundschleifen arbeitet man mit sehr kurzen Kontaktbogen und in der Regel unter
| |
| − | stabilen Verhältnissen, die hohe Zerspanungsgeschwindigkeiten erlauben. Das bedeutet, daß
| |
| − | die spezifischen Schleifkräfte. d. h. die Belastungen an jedem einzelnen Korn, hoch werden,
| |
| − | was man bei der Wahl der Schleifscheibenzusammensetzung berücksichtigen muß.
| |
| − | Aluminiumoxyd des verhältnismäßig zähen Types. d. h. Alumo 33A. ist beim
| |
| − | Außenrundschleifen das üblichste Schleifmittel. Auch das Mischkorund Alumo 77A kommt
| |
| − | vor. Besonders für einsatzgehärtete Stoffe wählt man oft den weißen Korund Alumo 43A, der
| |
| − | durch seine Sprödigkeit die Schärfe sehr gut behält, was beim Schleifen von empfindlichen
| |
| − | Stoffen ein Vorteil ist. Siliziumkarbid 15C wird für gewisse Stoffe verwendet. Hartmetall und
| |
| − | keramische Stoffe schleift man mit Diamantschleifscheiben. Gehärtete, hochlegierte Stähle,
| |
| − | z. B. Schnellarbeitsstähle, können vorzugsweise mit Bornitrid geschliffen werden.
| |
| − | Die Korngrößen liegen normal im Bereich 46 bis 80. Mittelhart bis hart gebundene
| |
| − | Schleifscheiben. d.h. Härtegrade von J bis M, werden verwendet. Das Bindemittel ist meistens keramisch.
| |
| − |
| |
| − | ;Abrichten der Schleifscheibe
| |
| − |
| |
| − | Das Abrichten beim Außenrundschleifen erfolgt mit herkömmlichen Werkzeugen und
| |
| − | Methoden. Das Abrichtwerkzeug kann in einen Halter am Reitstock oder in eine besondere
| |
| − | Fassung am Tisch eingesetzt sein. Es ist in diesen Fällen wichtig, daß der Kontakt zwischen
| |
| − | Schleifscheibe und Abrichtwerkzeug in genau richtiger Höhenlage, d. h. im „Arbeitspunkt" der
| |
| − | Schleifscheibe, erfolgt. Unbefriedigende geometrische Genauigkeit, Vorschubrillen usw.werden sonst leicht die Folge.
| |
| − |
| |
| − | Bei Produktionsschleifen und bei Abrichtung nach Profillehre ist das Abrichtwerkzeug
| |
| − | meistens an dem Schleifsupport (der Schutzhaube) montiert. Hier muß Einstellung zu richtiger
| |
| − | Parallelität mit großer Sorgfalt ausgeführt werden. Siehe den Abschnitt über Abrichten.
| |
| − |
| |
| − | ;Schneidflüssigkeit
| |
| − |
| |
| − | Beim Außenrundschleifen kann man ziemlich leicht die Schneidflüssigkeitszufuhr
| |
| − | machen. Besondere Anforderungen werden beim Schleifen mit erhöhter Schnittgeschwindigkeit
| |
| − | gestellt. Z. B. ist etwa 150 l/min für einen 25 mm breiten Einstich erforderlich, wenn mit der
| |
| − | Umfangsgeschwindigkeit 60 m/s geschliffen wird. Der Typ der Schneidflüssigkeit wird nach
| |
| − | den allgemeinen Regeln im Abschnitt über Schneidfiüssigkeiten gewählt.
| |
| − |
| |
| − | ;Messung des Werkstücks
| |
| − |
| |
| − | Beim Außenrundschleifen ist es üblich, daß die Messung des Werkstücks während des
| |
| − | Schleifens selbst erfolgt. Ein Meßbügel tastet den Werkstückdurchmesser mit Hilfe von
| |
| − | Hartmetallnasen ab, oder in gewissen Fällen mit kontaktfreier Messung (Luft). Das
| |
| − | Meßergebnis kann vom Schleifer an einem Zeigerinstrument oder durch digitale Ablesung
| |
| − | überwacht werden. Das gewöhnlichste ist jedoch, daß das Meßsignal das Schleifen mit
| |
| − | automatischen Impulsen steuern darf. z. B. für Übergang von Grobzustellung zu Feinzustellung.
| |
| − | Ausfunken und Abbrechen des Schleifzyklus, wenn das Endmaß erreicht worden ist.
| |
| − |
| |
| − | ;Schnittdaten
| |
| − |
| |
| − | Die Umfangsgeschwindigkeit der Schleifscheibe ist in der Regel die normal höchstzulässige,
| |
| − | d. h. 35 m/s. Schleifen mit höheren Geschwindigkeiten kommt bei Produktionsschleifen vor,
| |
| − | setzt aber voraus, daß besondere Bedingungen für die Schleifmaschine und ihre Schutzausrüstung sowie für die Schleifscheibe erfüllt sind. Besondere Zulassungen von den
| |
| − | Arbeiterschutzbehörden sind notwendig. Der Vorteil der erhöhten Umfangsgeschwindigkeit
| |
| − | ist, daß man in vielen Fällen einen höheren Produktionstakt bei beibehaltener Produktqualität
| |
| − | erreichen kann. Der Schneidfiüssigkeitszufuhr muß beim Schleifen mit hohen
| |
| − | Geschwindigkeiten besondere Aufmerksamkeit gewidmet werden.
| |
| − | Die Drehzahl des Werkstücks wird so gewählt, daß die Umfangsgeschwindigkeit 15 bis 30
| |
| − | m/min wird. Beim Schleifen mit erhöhten Schnittgeschwindigkeiten soll die Geschwindigkeit
| |
| − | des Werkstücks entsprechend erhöht werden. d.h. auf 30 bis 60 wenn die
| |
| − | Schleifscheibe die Umfangsgeschwindigkeit 60 m/s hat.
| |
| − |
| |
| − | Die Tischvorschubgeschwindigkeit ist so zu wählen, daß das Werkstück um 1/3 bis 1/2 der Schleifscheibenbreite je Umdrehung des Werkstücks verschoben wird.
| |
| − | Niedrigere Geschwindigkeit, wenn die Anforderungen av Überflächengüte hoch sind.
| |
| − | Die Umkehrpunkte sind so einzustellen. daß etwa 1/3 der Schleifscheibenbreite das
| |
| − | Werkstück verläßt.
| |
| − | Die Zustellung der Schleifscheibe soll bei Einstechschleifen 0.002 bis 0.01 mm je Umdrehung des Werkstücks sein. Beim Schleifen mit Tischbewegung wird die entsprechende Zustellung an jedem Umkehrpunkt gemacht. Die Größe der Zustellung wird von dem Werkstoff, der Steifheit des Werkstücks, die Anforderungen an das Schleifresultat usw. bestimmt.
| |
| − |
| |
| − | ;Schleiffehler - gewöhnliche Gründe
| |
| − |
| |
| − | * Rundheitsfehler
| |
| − | * Zentrierbohrungen und Spitzen in schlechtem Zustand oder schlecht geschmiert.
| |
| − | * Schlechte Anlage zwischen Spitzen und Zentrierbohrungen (krummes Werkstück, Spitzen nicht in Flucht)
| |
| − | * Zu hoher Spitzendruck (schlanke Werkstücke) oder zu niedriger Spitzendruck (schwere Werkstücke)
| |
| − | * Beschädigte Befestigungskonen (Aufspannspindelstock, Reitstock)
| |
| − | * Lagerfehler (Aufspannspindelstock, Reitstock)
| |
| − | * Zylindrizitätsfehler
| |
| − | * Der Übertisch der Maschine falsch eingestellt.
| |
| − | * Federungen in schlanken Werkstücken - Lünetten sollen verwendet werden.
| |
| − | * Unterschiedliche Höhenlagen der Spitzen (z. B. abgenutzte Antagefläche des Reitstocks)
| |
| − | * Ungeeigiet gewählte Wendepunkte und Verzögerungen. wenn das Werkstück falsche Maße an den Enden erhält.
| |
| − | Vorschubrillen
| |
| − | * Parallelitätsfehler beim Abrichten.
| |
| − |
| |
| − |
| |
| − | [[Datei:Rund-Test.jpg|500px]][[Datei:Rund-Test2.jpg|500px]]
| |
| − |
| |
| − |
| |
| − | ===Außen-Rundschleifen===
| |
| − |
| |
| − | Typisch tür das Außen-Rundschleifen sind die sehr kurzen Kontaktlänge zwischen Werkstück und Schleischeibe. Das bedeutet geringe Schleifwärme, günstige Kühlung und leichte Spanaufnahme durch die Porenräume der Schleifscheibe.
| |
| − | Beim Längsschleifen wird über den Längsvorschub des Werkstückschlittens das Werkstück an der Schleifscheibe entlanggeführt (Bild 1).
| |
| − | [[Datei:Ausenrund.jpg|600px]]
| |
| − |
| |
| − | Bei durchgehend zylindrischen Werkstücken soll die Schleifscheibe am Ende eines Hubes etwas überlaufen, da sonst das Werkstückende einen größeren Durchmesser behält.
| |
| − | Lange Werkstücke werden durch die Schleifkräfte stark abgedrängt und müssen durch Setzstöcke abgestützt werden.
| |
| − | Der Längsvorschub sollte beim Vorschleifen 3/4 der Scheibenbreite betragen, beim Fertigschleien 1/4.
| |
| − |
| |
| − | ===Einstechschleifen===
| |
| − |
| |
| − | Beim Einstechschleifen (Quer-Rundschleifen) erfolgt die Zustellung der Schleifscheibe
| |
| − | stetig bis zum Erreichen des Fertigmaßes am Werkstück (Bild 2).
| |
| − | [[Datei:Ausenrund1.jpg|600px]]
| |
| − |
| |
| − | Die Schleifscheibe ist etwas breiter als das Werkstück, so dass der Längsvorschub entfällt Längere Werkstücke werden zunächst abschnittsweise auf Fertigmaß "eingestochen", um sie danach durch 1-2 Längsschleifhübe ohne Zustellung zu glätten. Beim Schräg-Einstechschleifen wird die Scheibe um 30° schräggestellt, um hohe Bundflächen planschleifen zu können.
| |
| − | Das Einstechschleifen ist durch sein hohes Zeitspanvolumen sehr wirtschaftlich.
| |
| − |
| |
| − | ===Innen-Rundschleifen===
| |
| − | [[Datei:Innenrund.jpg|600px]]
| |
| − |
| |
| − | Im Gegensatz zum Außen-Rundschleifen ergeben sich in Bohrungen größere Kontaktlängen zwischen Schleifkörper und Werkstück. Die Folgen sind dünne, lange Späne, die zum Vollpressen der Spankammern führen. Die Schleifkörper sind durch die Bohrung im Durchmesser begrenzt und ändern daher beim Schleifen rasch ihr Maß.
| |
| − | Werkstück und Schleifspindel dürfen keinen großen Schleifkräfien ausgesetzt werden.
| |
| − | Entsprechend klein sind die Schleifkörperbreite und die Zustellung zu wählen. Der Schleifkörperdurchmesser soll 6/10 bis 8/10 des Bohrrungsdurchmessers betragen. Günstig sind möglichst goße, offenporige Schleifkörper mit grober Körnung und kleiner Härte.
| |
| − |
| |
| − | ===Rundschleifen Spanntechnik===
| |
| − | Rundschleifmaschinen sollen über hohe Maschinenleistung und hohe Genauigkeit verfügen.
| |
| − | ;Wie gut ist jedoch die Qualität der fertigen Werkstücke am Ende des Fertigungsprozesses?
| |
| − | ;Wie genau ist das zur Verfügung stehende Spannmittel?
| |
| − |
| |
| − | Diese Fragen sollen durch praktische Beispiele nachgegangen werden. Die anvisierte
| |
| − | Produktivitätssteigerung konnte meist übertroffen werden:
| |
| − |
| |
| − | ::- bei Aussenspannung
| |
| − | ::- bei lnnenspannung
| |
| − | ::- bei querkrafitreier Äfiitnahme zwischen Spitzen
| |
| − | ::- bei Stirnmitnahme gehärtete Teile zwischen Spitzen
| |
| − | ::- bei Sonderspanntechniken
| |
| − |
| |
| − | ;Zielvorgaben:
| |
| − |
| |
| − | ::- gleichbleibende Qualitat
| |
| − | ::- höchste Betriebssicherheit
| |
| − | ::- kurze Rüstzeiten und Steigerung der Produktivität
| |
| − |
| |
| − | ;Planung zur Umrüstung der Schleifmaschine:
| |
| − |
| |
| − | Es gilt, die Projekt-Zielsetzung auf möglichst kostengünstigste Weise zu realisieren. Und zwar so, dass das Teilsystem “Spanntechnik" mit dem System-Rahmenbedingung der Maschine bezüglich Leistung und Sicherheit in vollem Umfang übereinstimmt.
| |
| − |
| |
| − | ;Erkenntnisse und Folgerungen:
| |
| − |
| |
| − | Rundschleifen ist vorteilhafter insbesondere beim Einsatz moderner Spannmittel - Spannsysteme.
| |
| − | Es lohnt sich, gute (manuelle oder CNC) Rundschleifmaschinen mit guter Spanntechnik auszurüsten.
| |
| − | ::- Reduktion der Maschinenzeit 15 - 50%
| |
| − | ::- Reduktion der Rüstzeiten 10 - 40%
| |
| − | ::- Reduktion der Personalkosten 10 - 75%
| |
| | | | |
| − | In den meisten Beispielen verlangte der Fertigungsprozess nach Genauigkeit im unteren μm -Bereich (0.005 mm).
| |
| − | Der hohe Nutzen in der Fertigung wurde erzielt durch:
| |
| − | * gleichbleibende Spanngenauigkeit durch abgedichtete, ölgefüllte Spannmittel, damit hohe Betriebsicherheit und verschleissfreie, wartungsarme Bauart.
| |
| − | * Reduktion der Rüstzeit mittels Backenwechsel ohne Nacharbeit der Spannstellen durch Positioniergenauigkeit im 1-μm Bereich.
| |
| − | * Verzicht auf Umrüstung der Maschine (Spannkopf, Zylinder etc.) Wahlweise Umbau mit wenigen Handgriffen von zentrischer auf schwimmende Miitnahme mit automatischem Drehherz.
| |
| − | * Reduktion der Zahl an Fertigungsschritten im Idealfall: Fertigung in einer Aufspannung Während der Fertigung den nächsten Arteitsablauf planen und notwendige Komponenten zurecht stellen.
| |
| | | | |
| − | [[Datei:Rund Futter.jpg|600px]]
| |
| | | | |
| − | oben:
| |
| − | Spannfutter zum Rundschleifen
| |
| − | - Zentrisch spannen
| |
| − | - Spannkraft regulierbar
| |
| − |
| |
| − | unten:
| |
| − | Spannfutter zum Rundschleifen zwischen Spitzen
| |
| − | - Schnellwechselfähig
| |
| − | - patentiertes, automatisches Drehherz
| |
| − |
| |
| − | Info unter: www.forkardt.com
| |
| − |
| |
| − | [[Datei:Rund FutterInnen.jpg|600px]]
| |
| − |
| |
| − | Spreizdorne und Hülsen (unten links im Bild) für das Spannen in Bohrungen
| |
| − |
| |
| − | ;Rundschleifen Anwendungsfälle
| |
| − |
| |
| − | [[Datei:Rundschleifen-HBild1.jpg|600px]][[Datei:Rundschleifen-Hohlw.jpg|600px]]
| |
| − |
| |
| − | [[Datei:Rundschleifen-HBild2.jpg|600px]][[Datei:Rundschleifen-Hohlw2.jpg|600px]]
| |
| − |
| |
| − | == Spitzenlosschleifen ==
| |
| − |
| |
| − | ===Spitzenlos-Durchlaufschleifen===
| |
| − |
| |
| − | Beim Spitzenlos-Durchlaufschleifen wird das Werkstück zwischen Auflage,
| |
| − | Schleifscheibe und Regelscheibe geführt und in einem Durchlauf geschliffen. Die
| |
| − | Schleifscheibe führt die Spanungsarbeit aus, während die langsamer laufende
| |
| − | gummigebundene Regelscheibe durch ihre Neigung um 0,5° bis 15° den Vorschub
| |
| − | bewirkt. Das Werkstück dreht sich etwa mit der Umfangsgeschwindigkeit der Regelscheibe. Das Verfahren eignet sich gut für zylindrische Teile ohne Ansatz: z. B. für
| |
| − | Zylindernderstifte oder Hartmetallrohstäbe.
| |
| − |
| |
| − | [[Datei:Spitz Durchgang.jpg|600px]]
| |
| − |
| |
| − | ===Spitzenlos Außerrundschleifen===
| |
| − |
| |
| − | Beim Spitzenlosen Außerrundschleifen ist die Werkstrlücklänge unbegrenzt und Massenteile können ohne Spannen gefertigt werden.
| |
| − | Beim spitzenlosen Schleifen oder Durchgangsschleifen wird zur Regelscheibe noch eine Schleifscheibe verwendet. Diese Regelscheibe ist 0° - 3° geneigt, steuert
| |
| − | durch ihre Neigung und Umfangsgeschwindigkeit den Vorschub der Werkstücke (schraubenförmig)
| |
| − | Die Zustellung erfolgt durch Schleif- oder Regelscheibe. Die Form der Regelscheibe erfolgt durch Abrichten. Das Lineal oder die Werkstückauflage hat die Aufgabe das Werkstück zu führen.
| |
| − |
| |
| − | [[Datei:Spitzenlos.jpg|600px]]
| |
| − |
| |
| − | ===Spitzenlos Einstechschfleifen===
| |
| − |
| |
| − | Kontinuierliche Zustellung senkrecht zur Werkstückachse bis zum Fertigmaß.
| |
| − | Regelscheibe um ~ 0,5° geneigt, Werkstück ist wahrend der gesamten Zustellung immer am festen Anschlag fixiert. Beim Scheibensatz dürfen wegen des
| |
| − | Umfangsgeschwindigkeitsunterschiedes keine großen Durchmesserunterschiede sein.
| |
| − |
| |
| − | [[Datei:Spitzenlos Einstech.jpg|600px]]
| |
| − |
| |
| − | ===Spitzenlos Schräg-Einstechschfleifen===
| |
| − |
| |
| − | Wie Einstechschleifen, jedoch mit kontinuierlicher Zustellung schräg zur Werkstückachse, einseitig Planbearbeitung möglich.
| |
| − | Beim Scheibensatz ergibt sich bei sehr unterschiedlichen Scheibendurchmesser eine instabile Lage, die zu Fertigungsfehlern führt!
| |
| − |
| |
| − | [[Datei:Spitzenlos schra╠êg.jpg|600px]]
| |
| − |
| |
| − |
| |
| − | ===Spitzenlosschleifen - Schleiffehler===
| |
| − |
| |
| − | *Werkstückmitte und Mitte der beiden Scheiben sind nicht gleich, so wird das Werkstück nicht vollkommen zylindrisch.
| |
| − |
| |
| − | *Wenn die Erhöhung auf die Regelscheibe zutrifft, kann ein viereckquerschnitt das Ergebnis sein.
| |
| − |
| |
| − | *Ist die Auflage nicht mittig (gleicher Abstand zwischen der Schleifscheibe und der Regelscheibe), so wird das Werkstück oval.
| |
| − |
| |
| − | *Öl auf der Regelscheibe führt zum rutschen des Werkstückes und/oder zu Brandflecken und ovalen Werkstücken.
| |
| − |
| |
| − | *Ist Einlaufschiene und Auslaufschiene nicht gerade zu Auflageschiene eingestellt, so wird das Werkstück nicht gerade eingezogen und es wird ballig oder hohl.
| |
| − |
| |
| − | *Werkstücke mit geringer Schleiffläche oder Querbohrungen werden nicht optimal mit der Regelscheibe transportiert. Es kommt zu Brandflecken und Unrundheit.
| |
| − |
| |
| − | *Zu großer Kühldruck oder Kühlmenge kann bei leichten Werkstücken zum Ausschwämmen kommen und die Werkstücke werden unrund.
| |
| − |
| |
| − |
| |
| − | ;Flache Stellen an den Werkstücken:
| |
| − |
| |
| − | ::Unregelmäßiger Werkstückantrieb
| |
| − | ::Falsche Anordnung der Werkslückauflageschiene
| |
| − | ::Übermäßiges Gewicht des Werkstücks, schwer anzutreiben.
| |
| − | ::Ungenügende Werksloffmege abzuspanen, besonders an großen Werkstücken.
| |
| − |
| |
| − | ;Einlaufschiene:
| |
| − | ::Falsche Ausrichtung der seitlichen Führungen am Ein- und Auslauf
| |
| − |
| |
| − | ;Rattermarken:
| |
| − | ::Axialvorschub des Werkstücks zu groß
| |
| − | ::Schadhafter Werkstückantrieb
| |
| − | ::Schleifscheibe zu hart oder unwuchtig.
| |
| | | | |
| | == Scheibenformen == | | == Scheibenformen == |
| Zeile 1.813: |
Zeile 909: |
| | | | |
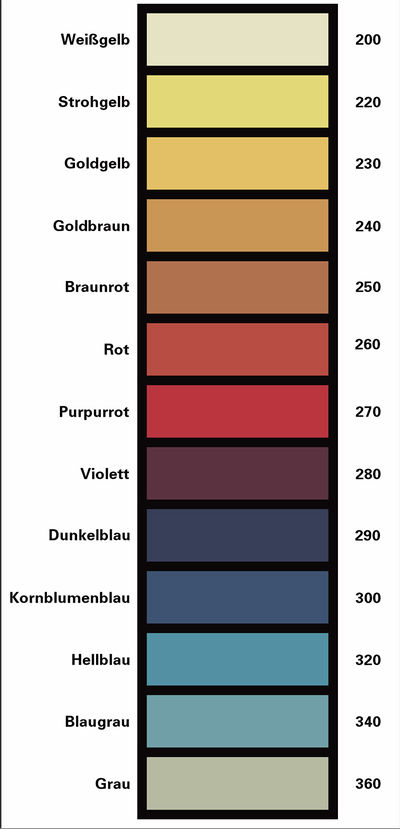
| | [[Datei:Anlassfarben.jpg|400px]] | | [[Datei:Anlassfarben.jpg|400px]] |
| − |
| |
| − | == Fügen-Löten ==
| |
| − |
| |
| − | ===Löten===
| |
| − | Löten ist ein stoffschlüssiges Fügen und Beschichten von Werkstoffen mit Hilfe eines
| |
| − | geschmolzenen Zusatzmetalls, dem Lot. Die Schmelztemperatur des Lotes liegt unterhalb der
| |
| − | Schmelztemperatur der zu verbindenden Grundwerkstoffe. Die Grundwerkstoffe werden vom Lot
| |
| − | benetzt, ohne geschmolzen zu werden. Das Löten erfolgt vielfach unter Anwendung von
| |
| − | Flussmitteln, Schutzgasen oder im Vakuum.
| |
| − | Durch Löten lassen sich gleiche oder verschiedenartige metallische Werkstoffe fest,
| |
| − | dicht und leitfähig verbinden.
| |
| − |
| |
| − | Grundlagen des Lötens
| |
| − |
| |
| − | ;Benetzungsvorgang
| |
| − | Voraussetzung für eine Lötverbindung ist, dass das flüssige Lot den Gundwerkstoffbenetzt.
| |
| − | Dabei kommt es zu einer raschen Ausbreitung des flüssigen Lotes auf der Werkstückoberfläche.
| |
| − | Das Lot dringt in das Gefüge des Gundwerkstoffes, löst einen Teil davon und bildet eine
| |
| − | Legierung. Diesen Vorgang der gegenseitigen Durchdringung nennt man Diffusion.
| |
| − | *Eine gute Beuetzuug wird nur erreicht: wenn H ° der Ürundstorf mit dem Lot eine Legierung bilden kann,
| |
| − | *die Lötstelle metallisch rein ist,
| |
| − | *Werkstücke und Lot genügend erwärmt werden.
| |
| − |
| |
| − | ;Lötspalt und Lötfuge
| |
| − |
| |
| − | Der Abstand der beiden Fügeflächen ist von besonderem Einfluss auf den Lötvorgang.
| |
| − | Einen Zwischenraum von weniger als 0,25 mm bezeichnet man als Lötspalt.
| |
| − | Ist der Zwischenraum größer: so wird er als Lötfuge bezeichnet. Durch die beiden dicht
| |
| − | gegenüberliegenden Flächen des Lötspaltes wird die Adhäsion zwischen Werkstück und Lot
| |
| − | größer als die Kohäsion im flüssigen Lot. Durch diese Kapillarwirkung wird das Lot in den
| |
| − | Lötspalt hineingezogen.
| |
| − | Die Kapillarwirkung ist umso größer, je geringer die Lötspaltbreite ist. Bei richtig bemessener
| |
| − | Lötspaltbreite entsteht ein kapillarer Fülldruck, der das Lot auch gegen die Schwerkraft in den
| |
| − | Lötspalt hochziehen kann (Bild).
| |
| − |
| |
| − | [[Datei:Loeten.jpg|600px]]
| |
| − |
| |
| − | Ist die Lötfuge breiter als 0,3...0,5 mm, so wird das Lot nicht genügend in die Lötfuge
| |
| − | hineingezogen. Auch ein zu enger Lötspalt wird ungenügend gefüllt, da er nicht ausreichend
| |
| − | Flussmittel zum Entfernen der Oxidhaut aufnimmt.
| |
| − | *Der Lötspalt soll 0,05mm bis 0,2mm breit sein.
| |
| − |
| |
| − | Die Länge und die Tiefe des Lötspaltes richten sich nach der Festigkeit des verwendeten Lotes
| |
| − | und nach den Anforderungen, die an die Lötnaht gestellt werden. Lötspalttiefen über 15 mm
| |
| − | sollten vermieden werden, da sie meist nur ungenügend gefüllt werden. Bei richtiger Bemessung
| |
| − | des Lötspaltes und richtiger Wahl des Lotes erreichen die Lötverbindungen die gleiche
| |
| − | Belastbarkeit wie die Grundwerkstoffe.
| |
| − |
| |
| − | ;Ternperatureu beim Löten
| |
| − |
| |
| − | Reine Metalle und Zweistofflegrierungen mit eutektischer Zusammensetzung besitzen einen festen
| |
| − | Schmelzpunkt. Dabei liegt der Schmelzpunkt der eutektischen Legierung niedriger als die
| |
| − | einzelnen Schmelzpunkte der reinen Grundmetalle. So schmilzt z. B. reines Zinn bei 232 °C,
| |
| − | reines Blei bei 327 °C, eine Legierung aus 63 % Zinn und 37 % Blei dagegen bei 183 °C.
| |
| − | Legierungen, die keine eutektische Zusammensetzung besitzen, haben keinen festen Schmelzpunkt,
| |
| − | sondern einen Schmelzbereich.
| |
| − | Eutektische Legierungen besitzen einen Schmelzpunkt, andere Zusammensetzungen einen
| |
| − | Schmelzbereich.
| |
| − | Erwärmt man z. B. eine Legierung aus 30 % Zinn und 70 % Blei, so schmelzen nur einzelne
| |
| − | Kristalle bei 183 °C. Mit zunehmender Erwärmung werden immer mehr Kristalle geschmolzen.
| |
| − | Erst beim Erreichen der Linie a-b im Schaubild ist die Legierung vollständig geschmolzen.
| |
| − | Im Schmelzbereich zwischen 183 °C und 260 °C liegt dagegen ein breiiges Gemisch aus Schmelze
| |
| − | und Kristallen vor. Beim Erstarren wird das flüssige Lot zunächst wieder breiig und anschließend
| |
| − | fest. Erschütterungen während des Erstarrens vermindern den Zusammenhang des Lotes und
| |
| − | verringern damit wesentlich die Eestigkeit der Lötverbindung.
| |
| − |
| |
| − | ;::Lot muss erschütterungsfrei erstarren.
| |
| − |
| |
| − | Die Arbeitstemperatur eines Lotes ist die niedrigste Oberflächentemperatur des Werkstückes, bei der das Lot benetzt, fließt und legiert.
| |
| − | Bei Temperaturen unterhalb der Arbeitstemperatur erfolgt keine Verbindung zwischen Lot und
| |
| − | Grundwerkstoff. Dies ist einer der häufigsten Lötfehler und resultiert in einer sogenannten "kalten Lötstelle". Lot und Lötstelle müssen mindestens die Arbeitstemperatur erreichen. Beim Überschreiten der maximalen Löttemperatur verzundert das Werkstück und das Lot versprödet. Der Wirktemperaturbereich ist der Bereich, in dem das Flussmittel das Benetzen des Werkstückes durch das Lot ermöglicht.
| |
| − |
| |
| − | ;Arbeitsregeln
| |
| − |
| |
| − | *Werkstück und Lot sollen rasch und gleichmäßig erwärmt werden.
| |
| − | *Arbeitstemperatur und maximale Löttemperatur begrenzen den Löttemperaturbereich.
| |
| − | *Der Wirktemperaturbereich des Flussmittels muss größer sein als der Löttemperaturbereich.
| |
| − |
| |
| − | ;Lötverfahren
| |
| − |
| |
| − | Nach der Arbeitstemperatur unterscheidet man Weichlöten, Hartlöten und Hochtemperaturlöten
| |
| − | Beim Weichlöten liegt die Arbeitstemperatur unter 450 °C. Das Weichlöten wendet man an,
| |
| − | wenn dichte oder leitfähige Verbindungen erforderlich sind und an die Belastbarkeit keine hohen
| |
| − | Ansprüche gestellt werden oder wenn die zu lötenden Bauteile wärmeempfindlich sind. Durch
| |
| − | formschlüssige Gestaltung kann die Belastbarkeit der Weichlötstelle erhöht werden.
| |
| − | Beim Hartlöten liegt die Arbeitstemperatur über 450 °C. Hartlötverbindungen können als
| |
| − | Stumpfstoß ausgeführt werden, eine Vergrößenrung der Spalttiefe erhöht die Festigkeit.
| |
| − | Hochtemperaturlöten ist ein Löten unter Schutzgas oder im Vakuum mit Loten, deren
| |
| − | Arbeitstemperatur über 900 °C liegt.
| |
| − | Nach der Art der Lotzuführung unterscheidet man Löten mit angesetztem Lot, Löten mit
| |
| − | eingelegtem Lot und Tauchlöten.
| |
| − | Beim Löten mit angesetztem Lot werden die Werkstücke an der Lötstelle auf Löttemperatur
| |
| − | erwärmt. Danach wird das Lot durch Berühren mit dem Werkstück zum Fließen gebracht.
| |
| − | Beim Löten mit eingelegtem Lot werden die Werkstücke zusammen mit einer abgestimmten
| |
| − | Lotmenge (Lotformteil) auf Löttemperatur erwärmt.
| |
| − | Beim Tauchlöten werden die Werkstücke in einem Bad aus flüssigem Lot auf Löttemperatur
| |
| − | erwärmt, wobei das geschmolzene Lot den Lötspalt austüllt.
| |
| − |
| |
| − | ;Weichlot Beispiele:
| |
| − |
| |
| − | S-Sn63Pb37 Zinn-Bleilot 183°C
| |
| − |
| |
| − | S-Sn97Cu3 Zinn-Kupferlot 230 - 250°C
| |
| − |
| |
| − | ;Hartlot Beispiele:
| |
| − |
| |
| − | AG203 B-Ag44CuZn-675/735 L-Ag44 ~700°C Siberlot
| |
| − |
| |
| − | CP105 B-Cu92PAg-645/825 L-Ag2P ~750°C Silber-Kupferlot
| |
| − |
| |
| − | == Schweißen ==
| |
| − |
| |
| − | ;Kennzeichnung von Gasflaschen
| |
| − |
| |
| − | [[Datei:Flasche2.jpg|600pc]]
| |
| − | [[Datei:Flasche12.jpg|600pc]]
| |
| − | [[Datei:Flasche13.jpg|600pc]]
| |
| − |
| |
| − | ===Schweißen - MIG/MAG===
| |
| − | Video
| |
| − | ===Schweißen WIG===
| |
| − | Video
| |
| − | ===Plasmaschweißen===
| |
| − | Das WP-Schweißen wird auf einer WIG-Anlage mit einer besonderen Plasma-Schweißdüse durchgeführt. Ein Plasmastrahl dient als Wärmequelle. Der Lichtbogen wird mit dem Plasmagas durch eine wassergekühlte Kupferdüse eingeschnürt. Der elektrisch leitende Gasstrahl, der durch den Lichtbogen hoch erhitzt wird, triffi als scharf gebündelter Plasmastrahl mit hoher Energiedichte auf die Schweißstelle. Ein zusätzlicher Schutzgasmantel stabilisiert den Plasmalichtbogen und schützt das Schmelzbad vor der umgebenden Luft. Durch die Energiekonzentration des Plasmalichtstrahls können dicke Bleche praktisch ohne Nahtfuge mit oder ohne Zusatzwerkstoff der durch den Lichtbogen hoch erhitzt wird, trifft als scharf gebündelter Plasmastrahl mit hoher Energiedichte auf die Schweißstelle. Ein zusätzlicher Schutzgasmantel stabilisiert den Plasmalichtbogen und schützt das Schmelzbad vor der umgebenden Luft. Durch die Energiekonzentration des Plasmalichtstrahls können dicke Bleche praktisch ohne Nahtfuge mit oder ohne Zusatzwerkstoff geschweißt werden. Wegen der sehr schmalen Schweißnaht wird das WP-Schweißen auch in der Mikro-Schweißtechnik eingesetzt. Mit dem Mikroplasma-Schweißverfahren können auch Bleche mit 0.01 mm Dicke geschweißt werden.
| |
| − |
| |
| − | [[Datei:Plasmaschweissen.jpg|600px]]
| |
| − |
| |
| − | ===Unterpulverschweißen===
| |
| − | Video
| |
| − |
| |
| − | == Beschichten ==
| |
| − |
| |
| − | Was ist Beschichtung?
| |
| − | Eine dünne Materialschicht eines Fremdmaterials wird auf eine Werkzeugoberfläche
| |
| − | aufgebracht. Mit dem Begriff „Werkzeug" lassen wir den Bereich der dekorativen Schichten außen vor.
| |
| − | Bei den Werkzeugen kann es sich z. B. um Schneidwerkzeuge, Umformwerkzeuge oder
| |
| − | Formen handeln. Das Schichtmaterial selber kann je nach Beschichtungsprozess sehr
| |
| − | unterschiedlich sein. Beispiele für Beschichtungsprozesse sind: Lackieren. Galvanik.
| |
| − | Plasmaspritzen, CVD, PVD.
| |
| − |
| |
| − | Was ist PVD?
| |
| − |
| |
| − | Was ist CVD?
| |
| − |
| |
| − | siehe Seite PVD & CVD
| |
| − |
| |
| − |
| |
| − | Wie erzeugt man Hartstoffschichten?
| |
| − | Das Metall Titan wird als Feststoff in einer Hochvakuumkammer über spezielle
| |
| − | Vorrichtungen direkt verdampft. Dabei wird der Metalldampf stark überhitzt, so dass sich
| |
| − | Elektronen von den Atomrümpfen abspalten. Die Physiker sprechen dann von einem Plasma. Dieses Plasma dient als Werkzeug zur Erzeugung der Hartstoffischichten.
| |
| − | Das Plasma wird unter Einfluss starker elektromagnetischer Felder auf die
| |
| − | Werkzeugoberflächen gelenkt und mit Stickstoff gemischt. Unter den gegebenen, besonderen Prozessbedingungen entsteht so Titannitrid.
| |
| − |
| |
| − | ;2Ti + N2 --> 2TiN
| |
| − |
| |
| − | Diese Titannitrid bildet im PVD-Prozess feste, dichte Niederschläge
| |
| − | (Schichten) auf beschichtungsgerechten hochreinen Flächen.
| |
| − |
| |
| − | ;Vorbehandlung
| |
| − | Damit wären wir bei dem nächsten Stichwort: hochrein und beschichtungsgerecht.
| |
| − | Dies bedeutet, wir müssen die Werkzeuge vor dem Beschichten vorbehandeln, also erst „beschichtungsgerecht” machen. Dafür muss man je nach Ausgangszustand des Werkzeuges unterschiedliche Schritte wie z.B. Entgraten, Strahlen, Polieren, Entfetten, Ultraschallreinigen
| |
| − | bis hin zum Plasmaätzen schalten. Bei diesem hohen Aufwand stellt sich die Frage:
| |
| − |
| |
| − | ;Wozu ist dieser Aufwand gut?
| |
| − |
| |
| − | Die Standzeit bzw. die Wechselzyklen von Werkzeugen in Zusammenhang mit Einsatzparameter wie Schmierung, Kühlung, Schnittgeschwindigkeiten. Taktzeiten usw. bestimmen die Wirtschaftlichkeit eines Herstellungsprozesses. Damit stehen Fragen der
| |
| − | Tribologie im Mittelpunkt des Interesses:
| |
| − | Tribologie?
| |
| − | Fachchinesisch für die Lehre vom Verschleiß, also alles das was unser Werkzeug im Einsatz altern lässt. Dazu gehören die Abrasion, die Adhäsion, die Tribooxidation und die
| |
| − | Mikrozerrüttung. All diese Verschleiß-Prozesse werden wesentlich durch die Oberflächeneigenschaften des Werkzeuges bestimmt. Dazu braucht die Oberfläche eines Werkzeuges Eigenschaften wie hohe Härte. Oxidationsbeständigkeit, gute Wärmeleittähigkeit usw. Der Kern des Werkzeuges soll aber andere, zum Teil gegenläufige
| |
| − | Eigenschaften wie hohe Zähigkeit oder leichte Zerspanbarkeit besitzen. Es ist sehr schwierig alle gewünschte Eigenschaften in ein einziges Material hineinzupacken. Daher nimmt man für die Werkzeugoberfläche andere Materialien wie für den Kern: Man beschichtet das Werkzeug mit Hartstoffischichten.
| |
| − |
| |
| − |
| |
| − |
| |
| − |
| |
| − |
| |
| − |
| |
| − |
| |
| − | ===PVD===
| |
| − |
| |
| − | ;Anwendungen
| |
| − |
| |
| − | Die PVD-Beschichtung (engl. Physical Vapour Deposition) kann als letzter Schritt in der Herstellung der Werkzeuge ausgeführte werden, - ohne Härteverlust Verzug oder Beeinflussung der Mikrostruktur der Stähle.
| |
| − | Wesentlicher Vorteil des PVD-Verfahren ist, im Gegensatz zum CVD-Verfahren, die geringe Beschichtungstemperatur, die unterhalb von 500°C liegt und somit unterhalb der Anlaßtemperatur von Schnellarbeitsstählen, Warmarbeitsstählen und einigen Kaltarbeitsstählen.
| |
| − | Entsprechend werden PVD-Beschichtungen für die spanabhebende Bearbeitung, die Umformtechnik und auch für die Kunststoffverarbeitung eingesetzt.
| |
| − | Für dekorative Anwendungen ist es sogar möglich, die Beschichtungstemperatur soweit zu senken, daß Materialien wie Messing oder Aluminium beschichtet werden können.
| |
| − | Spezielle PVD-Varianten erlauben auch die Beschichtung von Isolatoren, z.B. für die Optik oder Elektronik.
| |
| − |
| |
| − | ;Technik
| |
| − |
| |
| − | Alle PVD-Verfahren fiden im Hochvakuum statt. Dabei wird ein Metall, z.B. Titan, in den dampfförmigen Zustand überführt. Durch Zugabe eines Reaktionsgases, (z.B. Stickstoff), bildet sich auf den Werkzeugoberflächen dann eine dünne, harte und außergewöhnliche fest haftende Schicht. (z. B. TiN = Titannitrid).
| |
| − | Die einzelnen PVD-Verfahren unterscheiden sich untereinander nur durch die Art der Metall-Verdampfung.
| |
| − |
| |
| − | ;Vorreinigung
| |
| − |
| |
| − | Von großer Bedeutung für den Erfolg der Beschichtung ist die Sauberkeit der Werkzeugoberfläche. Vor der Beschichtung werden die Werkzeuge deshalb einer intensiven Reinigung unterzogen, bei der Öle, Fette, anorganische Salze und Rostschutzmittel entfernt werden. Diese Reinigungslinie besteht im wesentlichen aus einer Ultraschall-unterstützten, mehstufigen Entfettung mit alkalischen Bädern, einer kaskadenförmigen Wasserspülung und einer abschließenden fleckenfreien Trocknung.
| |
| − | Um hartnäckige Oberflächenverschmutzungen zu entfernen, wird in manchen Fällen zu Beginn der Vorreiningung ein Naßstrahlverfahren mit Wasser, Druckluft und Aluminiumoxyd feinster Körnung eingesetzt.
| |
| − |
| |
| − | ;Beschichtung
| |
| − |
| |
| − | Die vorgereinigten Werkzeuge kommen in eine Vakuumkarnmer, die auf etwa lxlO"5 mbar evakuiert wird. Nachdem die zu beschichtenden Teile auf Beschichtungstemperatur gebracht werden, werden mittels Ionenätzens unter Edelgasatmosphäre dünne Oxydschichten von der Substratoberfläche abgestaubt.
| |
| − | Unmittelbar darauf erfolgt die eigentliche Beschichtung.
| |
| − | Nach erreichen der Schichtdicke und anschließendem Abkühlen der Werkzeuge unter Vakuum, werden diese der Kammer entnommen. Der Beschichtungszyklus dauert je nach Werkzeuggröße und Form zwischen 4 und 8 Stunden.
| |
| − |
| |
| − | Zum Verschleißschutz werden momentan folgende Schichten abgeschieden:
| |
| − |
| |
| − | ::- TiN (ca. 2400 HV )
| |
| − | ::- TiCN (ca. sooo HV)
| |
| − | ::- Variantic( ca. 3500 HV )
| |
| − | ::- TiAlN (ca. 3500 HV)
| |
| − | ::- CrN ( ca. 2000 HV)
| |
| − | ::- Graphit-iC (c a. 1SO0HV)
| |
| − |
| |
| − | ;Anforderungen zur PVD-Beschichtung von Metallteilen
| |
| − |
| |
| − | Materialeigenschaften:
| |
| − |
| |
| − | Die Teile müssen elektrisch leitend sein.
| |
| − | Für die während des Beschichtungsprozesses auftretenden Temperaturen von ca. 500 °C, müssen die Werkstoffe geeignet sein, (Härteverlust Verzug), in Frage kommen hier insbesondere einige Kaltarbeitsstähle wie z. B. 1.2369, 1.2378, 1.2379 AISI D2, 1.2601 ), die bei mindestens 520 °C angelassen sind, sowie Warmarbeitsstähle, HSS, Hartmetalle und rostfreie Stähle.
| |
| − |
| |
| − | Die Teile müssen in unmagnetischem Zustand angeliefert werden, um Probleme beim Entfernen des Schleifstaubes zu vermeiden.
| |
| − |
| |
| − | Die Beschichtung von gelöteten Teilen ist nur möglich, wenn das verwendete Lot vakuum- und
| |
| − | temperaturbeständig ist. (Das Lot darf kein Cadmium oder Zink enthalten, die Löttemperatur
| |
| − | muß über 600°C liegen, die Lötung darf keine Lunker oder Flußmittelrückstände aufweisen).
| |
| − |
| |
| − | - Beispiele für vakuumtaugliche Lote: Fontargen A317, A321, A325, sowie Degussa 2168 und Degussa CBL 900.
| |
| − |
| |
| − | ;Oberflächenbeschaffenheit
| |
| − |
| |
| − | Die Oberfläche der Teile muß metallisch blank sein (geeignet sind z. B. geschliffene, polierte,
| |
| − | schlichterodierte oder läpp-gestrahlte Teile). Stumpfe Schleifscheiben sind zu vermeiden!
| |
| − |
| |
| − | Poliermittel mit geeignetem Lösungsmittel entfernen (beim Hersteller des Poliermittel erfragen), evtl. mit Ultraschall reinigen und anschließend sofort einölen.
| |
| − | - Die Teile sollen zum Schutz gegen Rost leicht eingeölt werden (mit wasserverdrängendem Öl). Die Oberflächenrauhigkeit sollte zur Erzielung optimaler Resultate bei Schneidwerkzeugen Rz < 4, bei Umformwerkzeugen Rz < 2 sein. Gerade bei Umformwerkzeugen ist eine Hochglanzpolitur der Funktionsflächen anzuraten. An den Schneiden dürfen keine Grate vorhanden sein.
| |
| − | Die Teile müssen frei von Rost, Farbrückständen, Farbkennzeichnungen, und frei von Fremdschichten sein. Sie dürfen nicht nitriert, o.ä. sein.
| |
| − | Rückstände von Verpackungsmitteln sind zu vermeiden (z. B. Wachse, Klebemittel, PVC-Reste). Verschraubte oder verpreßte Teile bitte einzeln anliefern; armierte Matrizen (Sonderbehandlung) auf Anfrage. Innenkonturen sind nur im Verhältnis Öffnung:Tiefe von etwa 1:1 beschichtbar.
| |
| − |
| |
| − | ===CVD===
| |
| − |
| |
| − | Die Hochtemperaturbeschichtung (CVD, engl. Chemical Vapour Disposition) bedeutet häufig auch eine umfassende Wärmebehandlung der fertigen Werkzeuge.
| |
| − |
| |
| − | ;Wärmebehandlung von Werkzeug- und Schnellarbeitsstählen
| |
| − |
| |
| − | Alle zu härtenden Stähle haben ein werkstoffspezifisches Maßänderungsverhalten, das durch die Art der Wärmebehandlung beeinflußbar und bei manchen ledeburitischen Chromstählen sogar befriedigend steuerbar ist.
| |
| − | Bei den ledeburitischen Chromstählen hat sich für beschichtete Werkzeuge in den letzten Jahren der Werkstoff 1.2379 herauskristallisiert. Denn dieser Werkstoff ist in seiner Härte und in seinem Maßänderungsverhalten durch unterschiedliche Anlaßtemperaturen gut zu beeinflussen.
| |
| − | Das Maßänderungsverhalten, welches bei der CVD-Beschichtung auftritt ist geringer, wenn die Werkzeuge vorab einer optimalen Wärmebehandlung unterzogen werden. Diese sollte, wenn möglich, unter Schutzgas oder im Vakuum stattfinden.
| |
| − | Je nach Austenitisien.rngstemperatr.rr sollten mehrere Vorwärmestufen durchgeführt werden. Die
| |
| − | entsprechenden Austentisierungstemperaturen sind in einschlägigen Regelwerken oder Katalogen der Werkzeugstahl-Hersteller aufgeführt. Weitere ausführliche Hinweise über Werkzeugstähle und deren Wärmebehandlungen sind der DIN 17350 zu entnehmen.
| |
| − | Bei der Abkühlung von der Austenitisierungstemperatur sollte ein möglichst mildes Abschreckmedium angewandt werden. Dabei ist zu beachten, daß die Abkühlung so schnell erfolgt daß der Gefügebestandteil Perlit oder Bainit nicht entsteht.
| |
| − | Damit die Abkühl- und Umwandlungsspannungen durch Überlagerung in der Addition nicht zu hoch
| |
| − | werden, empfiehlt es sich, die Werkzeuge nicht bei Raumtemperatur, sonder bei ca. 80-100°C abzufangen.
| |
| − | Um die Volumenänderung so gering wie möglich zu halten, ist eine auf das spezielle Maßänderungsverhalten angepaßte Vorwärmebehandlung - vor der Beschichtung - von großer Bedeutung. Hier ist eine frühzeitige Abstimmung zwischen Werkzeughersteller und dem Beschichtungszentrum ein wichtiger Aspekt. Die Durchführung der Wärmebehandlung beim Beschichter bietet eine maximale Prozeßsicherheit.
| |
| − | Der Werkzeughersteller sollte für die Beschichtung nachfolgende Punkte mit angeben: Angabe des Werkstoffes, Sollmaße mit Angabe der Toleranzen, Konstruktive, mikrogeometrische oder topographische Zeichnungsergänzungen.
| |
| − | Bei Werkzeuganlieferung zur Beschichtung sollten diese Angaben feststehen, oder es muß auf Abweichungen zu den Zeichnungen deutlich hingewiesen werden.
| |
| − |
| |
| − | ;Hartmetalle und CVD-Beschichtung
| |
| − |
| |
| − | Häufiger kommt es vor, daß unzureichende Druckfließgrenze, Warmfestigkeit oder Elastizitätsmodul der Werkzeugstähle den Beanspruchungen im Einsatz nicht gerecht werden. In diesen Fällen werden immer häufiger Hartmetalle als Werkstoffe verwendet.
| |
| − | Bei der Beschichtung von Hartmetallen entstehen keine Maßänderungen. Denn thermisch bedingte Maßänderungen treten bei heißisostatisch gepreßten Werkstoffen in der Praxis nicht auf.
| |
| − |
| |
| − | ;Gestaltung der Funktionsflächen
| |
| − |
| |
| − | Ein wichtiger Aspekt für eine optimale Beschichtung ist die Funktionsflächengestaltung. Die Funktionsflächen sind grundsätzlich im Sinne gleitgünstiger und schmierfilmfördernder Topographie zu gestalten. Rauhtiefen Rz = 0.4 - 1.2 liefern für die Stahlumformung gute Ergebnisse. Solche geringen Werte für die Rauhtiefe an den Arbeitsflächen werden durch gezielte Oberflächenbearbeitung realisiert.
| |
| − | Diese Oberflächen-Feinbearbeitungen können entsprechend den speziellen Erfordernissen bzw. nach
| |
| − | Zeichnungsangaben bei der Firma Eifeler durchgeführt werden. Die Fachleute von Eifeler polieren die
| |
| − | Funktionsflächen des Werkzeuges auf die erforderlichen Rauhtiefenwerte. Um Kantenverrundungen
| |
| − | auszuschließen, geschieht dies bei einzelnen Segmenten mittels spezieller Vorrichtungen oder bei
| |
| − | Großwerkzeugen auch im komplett zusammengebauten Zustand. Nach dem Beschichten des Werkzeuges erfolgt eine abschließende Hochglanz-Politur.
| |
| − | In jedem Fall sollte aber in den Funktionsflächen zumindest eine Rauheit von Rz < 3 angestrebt werden.
| |
| − | Die Beschichtungstemperaturen von 800-1000°C erfordern bei Werkzeugen aus Stahl ein dem Beschichten nachfolgendes Härten und Anlassen. Aufgrund dieser Vorgehensweise kommen nur Stähle in Frage, die im Vakuum gehärtet werden können. Da die keramischen Schichten sehr dünn sind und keinesfalls maßkorrigierend zu bearbeiten sind, muß die Wärmebehandlung der Werkzeuge toleranzgenau erfolgen.
| |
| − |
| |
| − | Daher ist es zum Teil zwingend erforderlich, daß vor dem Beschichtungsablauf frühzeitig über gewisse Korrekturmaße (Abstimmung zwischen Werkzeughersteller und Beschichter) gesprochen werden muß.
| |
| − | Paßmaße nicht funktioneller Flächen sollten mit Aufmaß ausgeführt werden und nachträglich nach der Beschichtung fertig bearbeitet werden.
| |
| − |
| |
| − | ;Beschichtungsablauf
| |
| − |
| |
| − | Das chemische Abscheiden von Hartstoffen aus der Gasphase (CVD) erfordert einen hohen technischen
| |
| − | Aufwand von Geräten und Regeleinrichtungen. Damit ist es möglich, die Reaktionspartner unter
| |
| − | Einhaltung der notwendigen Prozeßparameter auf der Substratoberfläche in gewünschter Weise
| |
| − | reagieren zu lassen.
| |
| − | Die unterschiedlichen Schichtsysteme bestehen aus Karbiden, Nitriden und Oxiden, d.h. aus oxidischen
| |
| − | Keramikstoffen, deren Phasen mehrheitlich ineinander vollständig löslich sind und gute Voraussetzung für die schwerlasttaugliche Schichttechnik bieten. Mit dem Hochtemperatur-Beschichtringsverfahren sind diese Schichtsysteme in ihrer großen Variationsvielfalt industriell gut beherrschbar.
| |
| − | Die hohen Beschichtungstemperaturen ( 800-1000°C ) bieten Vorteile in Bezug auf Diffusion und Entspannung.
| |
| − | Die eigenfliche Stärke der bei hohen Temperaturen aufwachsenden Schichten liegt in Ihrer sicheren,
| |
| − | hochfesten Haftung auf den Trägerwerkstoffen. Ihre Haftfestigkeit wird bei geeigneter Prozeßführung
| |
| − | selbst durch beschichtungswidrige Eigenschaften der Funktionsflächen (Weichfleckigkeit, Oxydation,
| |
| − | Ausgasung, Poren) nur bedingt beeinträchtigt.
| |
| − |
| |
| − | ===Schichtarten===
| |
| − |
| |
| − | TiN - Titannitrid, goldfarben 2400, HV
| |
| − |
| |
| − | TiCN - Titan-Carbonitrid, grau-blau, 3000 HV
| |
| − |
| |
| − | TiC - Titancarbid, grau-metallisch, 4000 HV
| |
| − |
| |
| − | TiC-TiN - Titancarbid-Titannitrid, gold-farben, 3000 HV
| |
| − |
| |
| − | TiAlN- Titan-Aluminiunmitid, antrazit-grau, 3500 HV
| |
| − |
| |
| − | CrN - Chromnitid, silber-metal, 2000 HV
| |
Sachgebiete:
Schleifscheibenaufbau
Schleifmittel
Arten von Schleifmitteln
- 1. Elektrokorund (Aluminiumoxid)
Elektrokorund wird einem elektrochemischen Schmelzprozeß aus kalzinierter Tonerde bzw. aus
Bauxit gewonnen. Die Schmelze erstarrt zu Blöcken: welche anschließend in mehreren Schritten
zerkleinert und gemahlen werden. Die anschließende Klassierung auf Siebanlagen führt dann zu
den nach FEPA-Standard international genormten Schleifmittelkörnungen bzw. -korngrößen
- F- Federation - Vereinigung
- E- Europeene - europäischer
- P- Pabricants de Produits - Hersteller
- A- Abrastfs - Schleifscheiben
Der Gehalt an kiristallinem Alurniniumoxid (Al2O3) bestimmt wesentlich die Eigenschaften des
Elektrokorunds. Mit zunehmendem Al2O3-Gehalt nimmt die Härte und die Sprödigkeit des
Korundschleifkornes zu, die Zähigkeit dagegen entsprechend ab.
- Elektrokorund wird in drei Qualitätsgruppen hergestellt.
- Edelkorund mit ca. 99-99:9 % Al2O3 (Weiß)
- Halbedelkorund mit ca. 99-93 % Al2O3 (Rosa)
- Normalkorund mit ca. 95 % Al2O3 (Rubin)
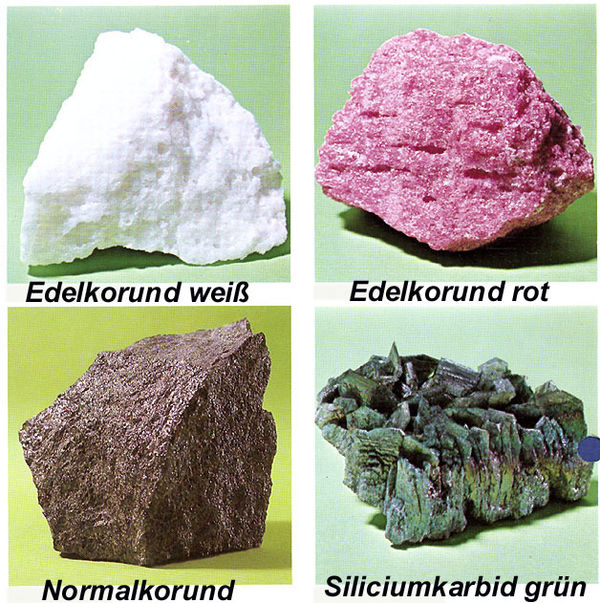
In jeder Gruppe gbt es wiederum zahlreiche verschiedene Sorten, welche sich durch die
chemischen Legierungsbestandteile, Beschichtungen oder mechanische oder thermische
Nachbehandlung unterscheiden. Dies hat unterschiedliche Auswirkungen auf das Schleifverhalten
so daß dadurch zur Lösung einer Schleifaufgabe eine vielfaltige Palette an Schleifmitteln zur
Verfügung steht.
Schleifmittel auf Korundbasis sind grundsätzlich durch das Kurzzeichen "A" gekennzeichnet, die
einzelnen Sorten werden durch das Voranstellen von Ziffern wie z.B. "81A" unterschieden. Diese
Vorzifiern sind immer firmenspezifisch und nicht übertragbar.
- 2. Sinterkorund (SK)
Sinterkorund zeichnet sich durch sehr feine Microstrukturen, welche über das Sintern
sehr feiner, in einem elektrophoretischen Prozeß hergestellten Kristalle erreicht werden.
Durch diesen mikrokristallinen Aufbau verhält sich Sinterkorund bei richtigem Einsatz beim
Schleifen anders als herkömmlicher Korund, da sich in hohem Maße während des Schleifens
immer neue Schneidkanten bilden.
Sinterkorund wird ebenfalls mit dem Kurzzeichen "A" und 2 Vorziffern bezeichnet.
Er wird gundsatzlich mit anderen Schleifmittelsorten gemischt eingesetzt.
- 3. Siliziumkarbid (SiC) (grün- blau)
Siliziumkarbid wird ebenfalls in einem elektrochemischen Prozeß aus kohlenstofifreichem
Petrolkoks und Quarzsand (SiO2) hergestellt. Seine Aufarbeitung zu Schleifmittelkörnungen
entspricht etwa der des Elektrokorunds.
Silizirumkarbid ist härter als Korund, gleichzeitig aber auch wesentlich spröder.
Auch hier gibt es verschiedene Sorten. welche vor dem das Siliziumkarbid kennzeichnende
"C" mit einer Ziffer unterschieden werden wie z.B. " 1 C".
Anwendungen: harte Werkstoffe: HM, GG. HSS, Keramik, Glas; weiche Werkstoffe: Kupfer, Aluminium, Kunststoffe
- 4. Kubisches Bornitrid (CBN)
Kubisches Bornitrid ist ein künstlicher Schneidstoff, welcher in einem Hochtemperatur- und
Hochdruckprozeß aus Bor und Stickstoff hergestellt wird. CBN ist der zweithärteste praktisch
angewandte Schneidstoff und zeichnet sich durch hohe thermische und chemische Stabilität aus.
Coatings verbessern in Einzelfällen die Einbindung und Stabilität. Bezeichnet wird das CBN mit
dem Kurzzeichen "B" mit vorangestellten Zusatzziffern.
Anwendungen: HSS-Stahl, Warm- und Kaltarbeítsstähle
- 5. Diamant (D)
Diamant ist der härteste Schleifstoffe. Er besteht rein aus Kohlenstoff in kristalliner Anordnung.
Für die Industrielle Anwendung wird überwiegend synthetischer Diamant verwendet, welcher aus
Graphit bei hohem Druck und Temperatur hergestellt wird.
Je nach Anwendungsfall stehen unterschiedliche Beschichtungen zur Verfügung. Bezeichnet wird
der Diamant mit dem Kurzzeichen mit vorangestellten Zusatzziffern.
Anwendung: Präzisionsschleifen von zähharten Werkstoffen wie HM, GG, Glas, Keramik; Abrichten von Schleifscheiben
- 6. Schmirgel (SL) Al2O3 + SiO2 + Fe2O3
Belag von Schleifpapier
Bearbeiten incl. Polieren von Stahl. Gußeisen. Holz...
Körnung
- Korngrößen der Schleifmittel
Die Korngröße des Schleifmittels beeinflußt einerseits die Zerspanleistung des Schleifkörpers und andererseits die Oberflächenbeschaffenheit des geschliffenen Werkstückes.
Sie wird der geforderten Oberflächenrauhigkeit des Werkstückes entsprechend ausgewählt. Das Schleífkorn wird im Herstellungsprozeß durch Sieben klassiert. Dabei liegt ein internationaler Standard der Prüfsiebung zugrunde. Die Korngröße wird über eine Körnungsnummer identifiziert, wobei die Korngröße mit zunehmender Körnungsnummer abnimmt.
Die Körnungsnummer entspricht der Nummer desjenigen Siebgewebes, dessen Maschen das Schleífkorn beim Absieben noch passiert.
Die Siebgewebenummer entspricht dabei in etwa der Anzahl der Maschen welche dieses Siebgewebe auf einer Länge von 1 Zoll aufweist.
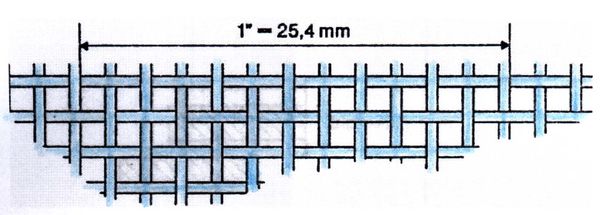
Härte
- Der Härtegrad des Schleifkörpers
Der Härtegrad - üblicherweise auch "Härte" oder "Buchstabenhärte" genannt - hat mit der
Härte des eingesetzten Schleifmittels zunächst nichts zu tun. Die "Härte" des
Schleifkörpers wird insbesondere von der anteilig enthaltenen Menge an Bindung, aber
auch von deren Art bestimmt. Sie nimmt mit zunehmendem Bindungsanteil zu. Dabei
werden die einzelnen Schleifmittelkörner immer fester zusammengehalten, in einem harten
Schleifkörper sind die Körner sehr fest verbunden und widerstehen daher sehr hohen
Schleifkräften.
Ein weicher Schleifkörper setzt dem Herausbrechen der abstumpfenden Schleifkörner
weniger Widerstand entgegen, so daß die Körner leicht aus dem Kornverbund
herausgelöst werden können.
Der Härtegrad wird durch einen Buchstaben gekennzeichnet, wobei er mit zunehmendem
Alphabet zunimmt.
Er kann ganz grob folgendermaßen eingestuft werden:
Neben dieser Buchstabenhärte gibt es noch die "Wirkhärte" des Schleifkörpers: Sie wird
zunächst von der Buchstabenhärte stark geprägt, beinhaltet aber das Gesamtverhalten eines
Schleifkörpers, welches sich aus dem Zusammenwirken aller Komponenten ergibt und
wesentlich vom "Gefüge" des Schleifkörpers abhängig ist.
Generell kann man einen Schleifkörper über Härte und Gefüge so einstellen. daß sich die
Schleifkörner bei beginnender Abstumpfung von selbst aus dem Schleifkörper lösen. Dann
spricht man von "Selbstschärfung", was aber gewisse Einschränkungen gegenüber der
erzielbaren Genauigkeit des Werkstückes mit sich bringt.
Ist ein Schleifkörper dagegen härter eingestellt, so lösen sich die Schleifkörner nicht mehr
selbst aus dem Verbund, sondern müssen durch einen gesonderten Prozeß, das
"Abrichten" oder " Konditionieren" des Schleifkörpers, neu geschärtt oder ganz aus der
Bindung herausgelöst werden. Dadurch erreicht man besondere Maß- und Profilhaltigkeit in
einem kontrollierten Schleifprozeß mit im allgemeinen sehr hohen Zerspanleistungen.
Bindung
Die Art der Bindung beeinflußt den Aufbau eines Schleifwerkzeuges sehr
wesentlich und führt zu sehr unterschiedlichem Schleifverhalten und dadurch zu
gründsätzlich unterschiedlichen Einsatzmöglichkeiten des verschieden gebundener
Schleifwerkzeug.
Daneben gibt es weitere Bindungsarten für spezielle Einsatzfälle wie z.B.
- Magnesitbindung (Mg)
- Eigenschaften: weich, elastisch, wasserempfindlich
- Anwendungen: Trockenschliff, Messerschliff
- Schellackbindung (E)
- Eigenschaften: temperaturempfindlich, zähelastisch, stoßunempfindlich
- Anwendungen: Sägen- und Formschliff, Regelscheiben beim spitzenlosen Schleifen
- Metallbindung (M)
- Eigenschaften: dicht oder porös, zäh, unempfindlich gegen Druck und Wärme
- Anwendungen: Profil- und Werkzeugschleifen mit Diamant oder Bornitrid, Naßschliff
- Keramische Bindung (V) gebrannt bei ca. 1000-1350°C
- Eigenschaften: porös, spröde, unempfindlich gegen Wasser, Öl, Wärme
- Anwendungen: Vor- und Feinschleifen von Stählen mit Korund und Siliziumkarbid
- Kunstharzbindung (BW) gebunden bei ca. 180°C
- Eigenschaften: dicht oder porös, elastisch, ölbeständig, kühler Schliff
- Anwendungen: Vor- oder Trennschleifen, Profilschleifen mit Diamant und Bornitrid, Hochdruckschleifen
- Kunstharzbindung faserstoffverstärkt (BWF)
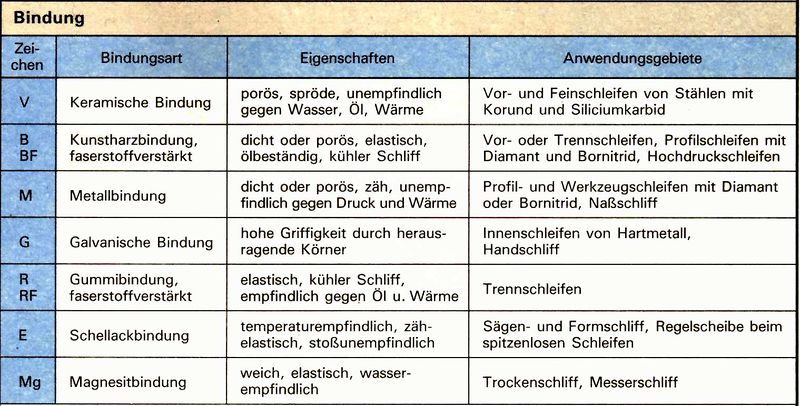
Gefüge
- Das Gefüge des Schleifkörpers (auch "Struktur" genannt)
Das Gefüge oder die Struktur des Schleifkörpers beschreibt zunächst den im Schleifkörper
vorhandenen Porenanteil. Er ergibt zusammen mit dem Volumenanteil des Schleifmittels und der
Bindung immer 100% in diesem Dreistoffgemisch. Das Gefüge beschreibt aber auch die Größe,
Form und Anordnung der Bindungsstege im Schleifkörper und damit auch in besonderem Maße
das Schleifverhalten des Schleifwerkzeuges.
Das Gefüge eines Schleifkörpers muß daher im Zusammenspiel mit den anderen Komponenten
und Parametern der zu lösenden Schleifaufgabe individuell angepaßt werden, um höchste
Wirtschaftlichkeit zu erzielen:
- - dichtes Gefüge und größere Härte ergeben hochbelastbare Form
- - beständige Schleifkörper wie z.B. beim Außen- oder Innenrundschleifen benötigt.
- - offenes Gefüge mit geringerer Härte ergibt zerspanungsfreudige Schleifkörper mit viel Raum für die Spanbildung und den Kühlmitteltransport.
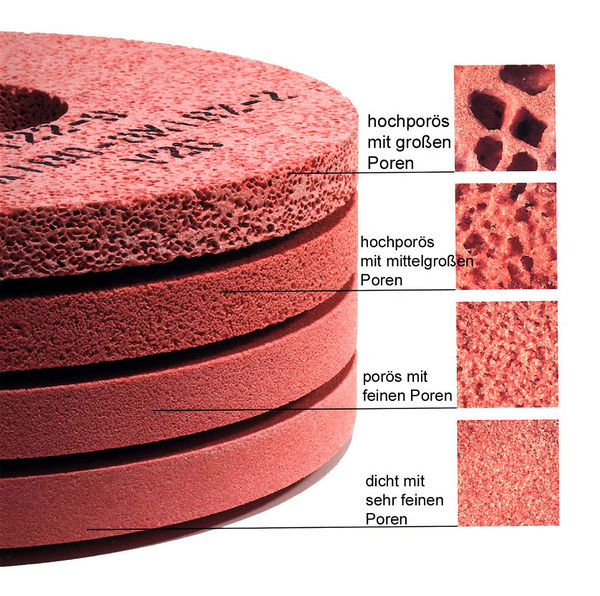
Sie werden insbesondere benötigt bei Schleifverfahren mit großen Kontaktlängen zwischen
Werkstück und Schleifkörper wie z.B. beim Tiefschleifen (Flachprofilschleifen).
Das Gefüge bzw. die Struktur wird bei elbe mit Ziffern zwischen 2 bis 22 angegeben. Mit
zunehmender Zfferngröße steigt die Offenheit bzw. die Porosität des Schleifkörpers.
Die Vielzahl der Gefügeausbildungsmöglichkeiten macht es dabei erforderlich, daß die
Gefügekennzahl durch zusätzliche Buchstaben und Ziffern ergänzt werden kann.
Auswuchten
Durch eine ungleiche Korn- und Bindenmittelverteilung entstehen durch die
Schleifscheibenunwucht Fliehkräfte.
Zum statischen Auswuchten wird die Schleifscheibe auf eine Auswuchtwaage oder einen
Abrollbock gelegt (Bild).
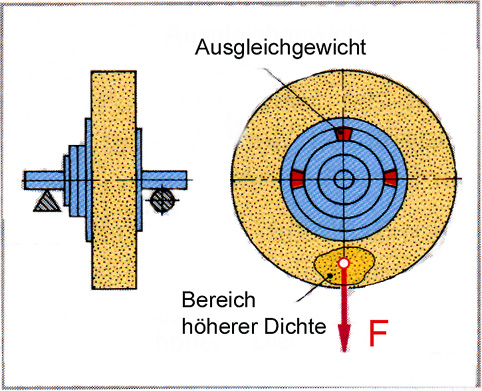
Die Ausgleichgewichte werden in der Ringnut verschoben, bis die Schleifscheibe in
jeder Lage in Ruhe bleibt.
- Bei Schleiffscheiben besonders bei hohen Umfangsgeschwindigkeiten ist das Auswuchten äußerst wichtig, auch bei Schneidwerkzeugen.
- Auswuchten für die Computergeneration!
Gut ausgewuchtet ist "halb geschliffen"!
Viele haben es gelesen, nach der "Zeigefinger"-geprägten Generation mutiert die Jugend zur
"Daumen" - Generation. Handys werden eben so bedient...
Was liegt da näher, dass sich moderne Ausbildungszentren, wie hier die JAKOB-PREH-SCHULE
Bad Neustadt an der Saale, zeitgemäßer Methoden bedienen, die Fachkräfte, Spezialisten von morgen, fit zu machen.
Am Beispiel "AUSWUCHTEN AN PRÄZISIONSWERKZEUGSCHLEIFMASCHINEN" demonstrierte die Meisterklasse 2000-2001 im Schneidwerkzeugmechaniker-Handwerk die
Anwendung und Nutzen moderner Auswuchtsysteme.
Früher galt allgemein die Ansicht, dass das Auswuchten kleiner Schleifkörper nicht
notwendig ist. Bestenfalls wurde extern. z.B. auf Auswuchtwaagen gewuchtet.
Genau an diesem Punkt setzt die Ausbildungsoffensive der JAKOB-PREH-SCHULE an.
- Wann ist welche Auswuchtmethode sinnvoll?
Grundsätzlich wurden zwei Verfahren ermittelt:
- 1. An Schleifzentren mit Werkzeugwechslern empfiehlt sich das externe Auswuchten im Sinne des Voreinstellens (wie auch bei Fräszentren üblich). Die inzwischen weit verbreiteten HSK Schnittstellen (z.B. HSK50) bieten den präzisen Wechsel des gewuchteten Schleifsatzes. Das Auswuchten kann mit der kleinen, kompakten Auswuchtmaschine BMT200S direkt neben der Bearbeitungsmaschine erfolgen. Einfachste Bedienung (über Touchscreen) und beste Messgenauigkeit darf vorausgesetzt werden.
- 2. An allen übrigen Maschinen kann die mobile Auswuchtelektronik BMT100M in Verbindung mit Auswuchiringen (wie im Beispiel-Versuch) erfolgreich genutzt werden.
- Vorteil -> Es wird stets in der Maschine gewuchtet. Wechselfehler entstehen nicht.
Mit beiden Verfahren sind erhebliche Optimierungspotentiale wie:
Verbesserrung der Schleifgüte, Standzeitverlängerung der Schleifkörper, Zeitgewinn und Annehmlichkeit des Auswuchtprozesses verbunden und gesichert.
16 Meister Anwärter/innen testeten auf einer WALTER-Mini-Power, ausgestattet mit einem Schleifsatz für HSS-Werkzeuge das mobile MPM-Auswuchtsystem BMT100M. Es wurden 2 Schleifsätze gewuchtet und anschließend geschliffen.

Auswuchten-Elektronik
Aufgabe
- Auswuchten beliebiger rotierender Körper
- Nachwuchten bei veränderter Unwucht
- Unwuchtüberwachung an den Maschinen
Vorteil
- Einfache, sichere Bedienung
- Keine Vorkenntnisse nötig
- Auswuchten direkt an der Masch.
- Kontrolle des Auswuchtzu±-landes
- Geringe Anschaffungskoslen
- schnelle Amortisation
- Kosteneinsparung durch universellen und mobilen Einsatz
Anwendung
- Schleiffscheiben
- Werkzeuge
- Werkstücke
- Sondermaschinen
- Ventilatoren
- etc.
Abrichten
Trotz sorgfältiger Montage kann ebenso wie durch Verschleiß oder ungünstige Einsatzbedin-
gungen ein Wiederherstellen der Belaggeometrie und/oder der Schleiffähigkeit des Belages
erforderlich sein.
Das Erzeugen der Geometrie wird mit "Formen", das Erzeugen der Schleiffähigkeit wird mit
"Särfen" bezeichnet. Beides zusammen ergibt das "Abrichten".
Abrichten = Formen + Schärfen
Während bei Schleifscheiben mit Korund oder Siliziumkarbid das Abrichten mit einem
Diamantwerkzeug in nur einem Prozeß durchgeführt wird, kann es für Diamant- und
Bornitridschleifscheiben erforderlich sein, hierfür verschiedene Werkzeuge und Prozesse zu
benutzen. Teilweise gestatten diese Verfahren ein gleichzeitiges Formen und Schärfen.
Als weiteres wichtiges Merkmal ist die Verwendung von Diamant im Abrichtwerkzeug
autfgeführt. Ein wesentliches Kriterium der Abrichtverfahren ist die Verwendungsmöglichkeit
für geradlinige. einprofilige oder mehrprofilige Schleifbeläge.
Nicht alle Abricht- bzw. Formverfahren können im Rahmen dieser Schrift ausführlich erläutert
werden, doch sollen die gebräuchlichsten Verfahren für die tägliche Praxis im einzelnen
beschrieben und mit ihren Einsatzdaten genannt werden.
Zum weiteren wird dabei nach Verfahren unterteilt, die zum Formen gerader Beläge bzw.
solchen, die zum Erzeugen von Profilen verwendet werden, womit auch hier eine Einteilung
angewandt wird, die sich an der praktischen Aufgabenstellung im Betrieb orientiert.
- 1.) Formen gerader Beläge
- 2.) Diamant- und Bornitridscheiben gleichrermaßen geeignet.
- 3.) Siliziumkarbidschleifscheibe
Das bekannteste Verfahren zum Abrichten von Diamant-und Bornitridschleifscheiben ist das
Abrichten mit Siliziumkarbidschleifscheiben. Hierbei ist zu unterscheiden zwischen zwei
Arten. Bei dem einen Verfahren wird die Siliziumkarbidschleifscheibe mit einem eigenen
Antrieb versehen, bei dem anderen wird die Abrichtscheibe von der Diamant- oder
Bornitridschleifscheibe durch Reibung mitgenommen, wobei die Abrichtscheibe durch eine
Fliehkraftbremse abgebremst wird.
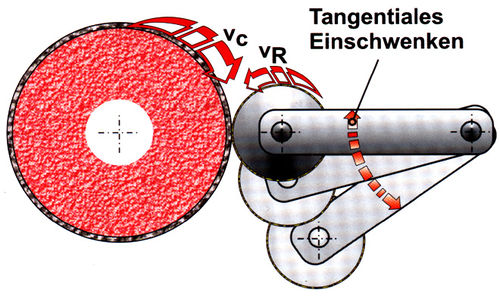
- Mit eigenem Antrieb
Bei der Wahl richtiger Abrichtbedingungen können geradlinige und einprofilige
Schleifscheiben abgerichtet werden, ohne daß ein nachträgliches Schärfen erforderlich ist.
Häufig werden spezielle Abrichtmaschinen verwendet. wobei die geforderte Geometrie durch
die Kinematik der Abrichtmaschine verwirklicht wird. Solche Spezial-Abrichtmaschinen sind
vor allem beim Schleifwerkzeughersteller als auch bei Großverbrauchern im Einsatz. Ein
wesentlicher Vorteil dieses Verfahrens liegt in der Möglichkeit, auch Diamant- und
Bornitridschleifscheiben mit Metallbindungen abzurichten. Optimale Anpassung an
verschiedene Schleifscheibenabmessungen und Spezifikationen ist durch Anpassung der
Relativgeschwindigkeit sowie durch oszillierendes Überschleifen im Gleichlauf möglich. Das
Abrichten erfolgt ohne Kühlschmiermittel, eine Staubabsaugung ist erforderlich.
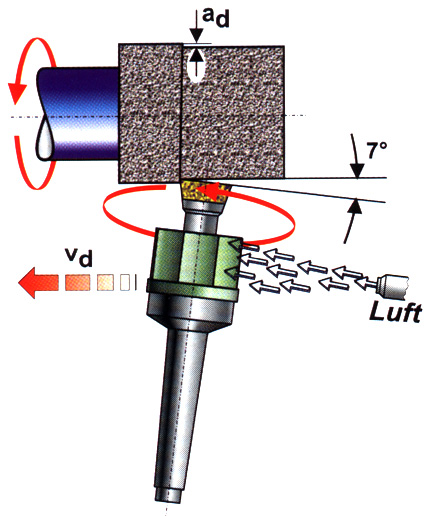
- Abrichten mit Drehflügelabrichter
- 1. CBN-Scheibe auf Arbeitsgeschwindigkeit bringen.
- 2. Mit Pressluftstrom auf Turbinenfiügel blasen. so dass Topfscheibe in bezug auf CBN-Scheibe in Drehrichtung "Mitlauf/Gleichlauf" zu drehen beginnt.
- Der Antrieb des Abrichttopfes erfolgt durch die abzurichtende Scheibe. Das entstehende Geschwindigkeits-Verhältnis qd=1:1 ergibt eine optimale Wirkrauhtiefe der CBN Scheibe.
- Alternativ kann der anfängliche Antrieb mittels Turbinengehäuse mit Luftanschluss erfolgen.
- 3. CBN-Scheibe vorsichtig touchieren.
- 4. Von CBN-Scheibe wegfahren und mit Zustellung auf 0.003 bis 0.005 mm pro Überlauf abrichten.
- Nie ohne Zustellung über CBN-Scheibe fahren!
- 5. Der Vorschub vd sollte zwischen 120 bis 200mm/min liegen.
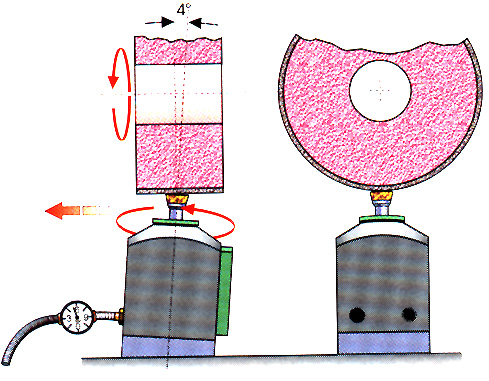
Abrichtmöglichkeiten:
- Abrichtscheiben
- Abrichtgerät mit Fliehkrattbremse
- Stahlrolle
- Diamantabrichtscheibe
- Diamantabrichtrollen
- usw.
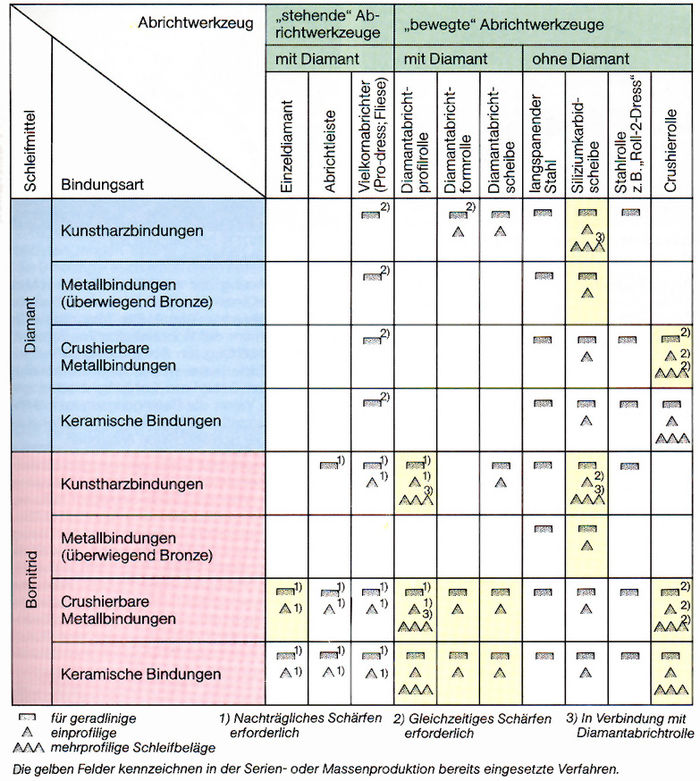
Zusammenfassung und Ausblick
Wo immer möglich, sollten Diamant- und Bornitridschlefscheiben so eingesetzt werden,
daß nicht abgerichtet werden muß. Unter bestimmten Voraussetzungen lassen sich die
Schleifverfahren entsprechend gestalten. Wenn diese Voraussetzungen nicht erfüllt werden
können, ist ein Abrichten nach Ende der Standzeit erforderlich. Weil das Abrichten von
Bornitrid- und Diamantschlefscheiben weitaus schwieriger ist als das Abrichten
konventioneller Schleifscheiben, ist eine präzise Abstimmung des Abrichtwerkzeuges, der
Stellgrößen beim Abrichten und der Abrichtstrategie auf die Schleifscheibe und den Schleif-
prozeß erforderlich.
Gegebenenfalls ist hierzu ein anwendungstechnischer Berater "Schleifscheiben Hersteller"
anzufordern.
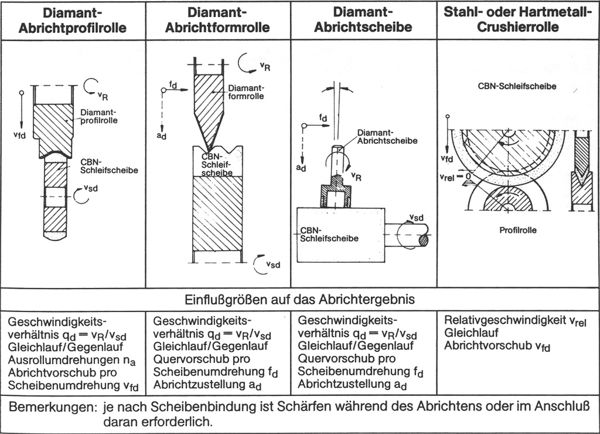
Die zunehmende Anwendung von CBN-Schleifwerkzeugen in der Serienproduktion erfordert
Abrichtverfahren, die den besonderen Ansprüchen der dortigen Arbeitsabläufe
Rechnung tragen. Besondere Bedeutung kommt dabei der Automatisierbarkeit der
Abrichtverfahren und ihrer Fähigkeit zu, schleiffreudige Schleifscheiben zu erzeugen.
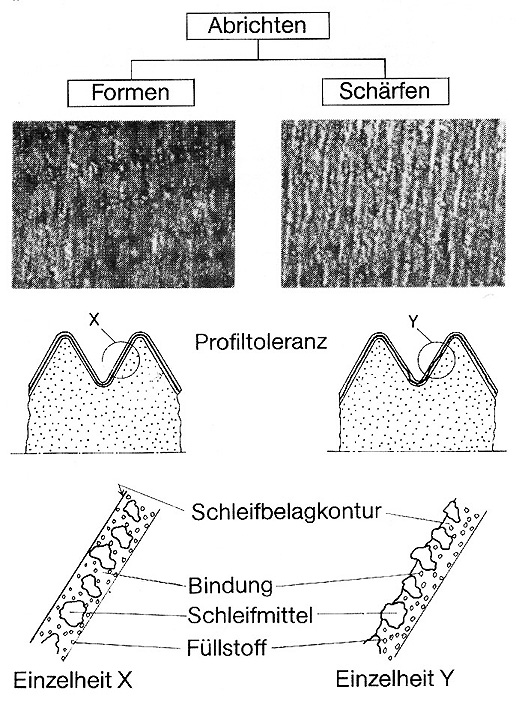
Abrichtwerkzeuge
Die üblichsten Brechabrichtwerkzeuge sind Peristat und Brechrolle.
Gemeinsam für Schleifscheiben, die mit diesen Werkzeugen abgerichtet werden,
ist, daß sie eine offene Struktur, die gute Zerspanungsfahigkeit bewirkt, erhalten.
Ein Peristat besteht aus einem schmalen, gutgelagerten Rädchen, in der Regel aus
Hartmetall. Das Abrichten erfolgt dadurch, daß das Rädchen so hart gegen die
Schleifscheibe gedrückt wird, daß die Bindemittelbrücken zerbrochen oder die
Schleifmittelkörner zersplittert werden.
Auch das Abrichten mit Brechrolle erfolgt dadurch, daß der Druck zwischen Rolle
und Schleifscheibe so groß wird, daß die Festigkeit des Bindemittels oder der
Schleifmittelkörner überschritten wird. Weil die Brechrolle größer ist und nicht so
leicht wie das Peristaträdchen rotiert, muß die Schleifscheibe während des
Abrichtens eine Geschwindigkeit haben, die niedriger als normal ist. Die beste
Geschwindigkeit ist etwa 60m/min, und die Maschine muß also hierfür konstiuiert
sein.
Eine andere aber weniger zufriedenstellende Lösung ist, daß die Brechrolle mit
Antrieb, der Rolle und der Schleifscheibe die geeignete Geschwindigkeit gibt,
versehen ist.
Das Material der Brechrolle ist Hartmetall oder hochlegierter, gehärterter Stahl.
Durch Verwenden einer profilierten Rolle kann man ein schnelles Profilabrichten
der Schleifscheibe erhalten.
Wenn man volles Profil in der Schleifscheibe gebrochen hat, soll die Brechrolle
während max. 2 bis 4 Umdrehungen der Schleifscheibe in Eingriff bleiben. Sonst ist
unnötige Abnutzung die Folge.
Abrichten mit Brechrolle wird nur für Schleifscheiben mit keramischem Bindemittel
verwendet. Die Methode fordert gute Stabilität im System Brechrolle/Schleifscheibe.
Diamantwerkzeuge
Bei Verwendung von Diamantwerkzeugen nutzt man die überlegene Härte des
Diamanten aus. Beim Abrichten von feinkörnigen, weich gebundenen
Schleifscheiben mit spröden Korundschleifmitteln haben Diamantwerkzeuge eine
sehr gute Lebensdauer. Siliziumkarbidschleifscheiben, besonders wenn sie
gobkörnig und hart gebunden sind, können dagegen großen Verschleiß des
Diamantwerkzeuges verursachen.
Da der Diamant hitzeempfindlich ist, ist richtige Kühlung wichtig.
Diese Kühlung muß während des ganzen Abrichtens und mit einem ebenen Fluß
erfolgen, um schnelle Temperaturschwankungen, die den Diamanten splittern
könnten. zu vermeiden.
Bei den Diamantwerkzeugen wird zwischen Einkornwerkzeugen.
Vielkornwerkzeugen, Diamantrollen und Diamantblöcken unterschieden.
Es gibt auch einen neu entwickelten Abrichtwerkzeugtyp. wo der Naturdiamant mit
einer gesinterten Diamantschicht auf einer Hartmetallplatte ersetzt worden ist.
Der Einkorndiamant ist das universalste Abrichtwerkzeug. Ein Nachteil sind die
immer höheren Preise gößerer Diamanten. Wird ein Einkorndiamant falsch
eingesetzt, besteht die Gefahr, daß die Spitze stumpf wird und man dadurch ein
schlechtes Abrichtresultat erzielt.
Ein Einkorndiamant soll mit etwa 15° Winkel zur Schleifscheibe montiert und dann
und wann gedreht werden, damit der Verschleiß gleichformig wird und der Diamant scharf verbleibt.
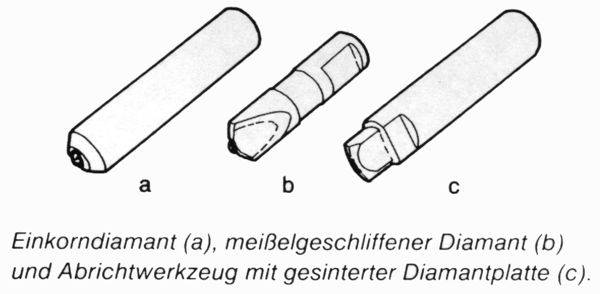
Die meisten Werkzeuge dieses Types haben Markierungen, die zeigen, in welchen
Richtungen der Diamant am beständigsten ist. Der Diamant soll immer so eingestellt
werden, daß eine dieser Markierungen in der Drehrichtung der Schleifscheibe liegt.
Die Zustellung des Diamanten soll nie 0,025mm übersteigen, und die Anzahl
Übergänge soll darauf begrenzt werden, was für die Wiederherstellung der
geometrischen Form der Schleifscheibe notwendig ist. Zwei Übergänge pro
Abrichtung genügen oft. Wie genannt ist die Kühlung wichtig. Wenn der Diamant
so abgenutzt worden ist. daß eine Platte größer als etwa 1mm² ausgebildet worden
ist, soll er neu gefaßt werden.
Meißelgeschliffene Einkorndiamanten verursachen sehr hohe Abrichtwerkzeugkosten
und sollen nur für solche Profilabrichtungen verwendet werden, die diesen
Werkzeugtyp erfordern.
Vielkornwerkzeuge gibt es in manchen verschiedenen Modellen. Man verwendet
hier Diamanten kleinerer Größen, was einen niedrigeren Preis und die Gefahr
großer Verschleißplatten vermindert. Vielkornwerkzeuge fordern oft nicht so große
Kenntnisse des Schleifers und können in manchen Fällen ohne Ausjustierung der
Einstellung verwendet werden, bis sie ganz abgenutzt sind.
Gewisse Vielkornwerkzeuge arbeiten jedesmal mit nur einer Spitze. z. B. mit den
Diamanten hintereinander montiert. Verwendung und Abrichtresultate entsprechen
dann denen des Einkorndiamanten. Andere Typen arbeiten mit mehreren Spitzen
gleichzeitig, was natürlich bei der Wahl von Abrichtdaten usw. berücksichtigt
werden muß.
Der sog. Blattdiamant hat viele kleine Diamanten in einer oder mehreren Schichten
parallel zur Drehebene der Schleifscheibe orientiert. Die Anlagefläche wird nur
einige Zehntel Millimeter, und das Werkzeug kann deshalb in gleicher Weise wie
ein scharfer Einkorndiamant verwendet werden. Es kann sogar genaue Profile
formen.
Sog. Pulverdiamanten enthalten einen feinkörnigen Diamantsplitter. Die
Verwendung ist begrenzt.
Diamantrollen ermöglichen sehr kurze Abrichtzeiten. Sowohl gerade als auch
profilierte Schleifscheiben können abgerichtet werden. Drehrichtung und
Drehgeschwindigkeit der Diamantrolle beeinflussen erheblich die Abrichtstruktur.
Wegen der hohen Preise der Diamantrollen werden sie vorzugsweise bei
Serienproduktion eingesetzt.
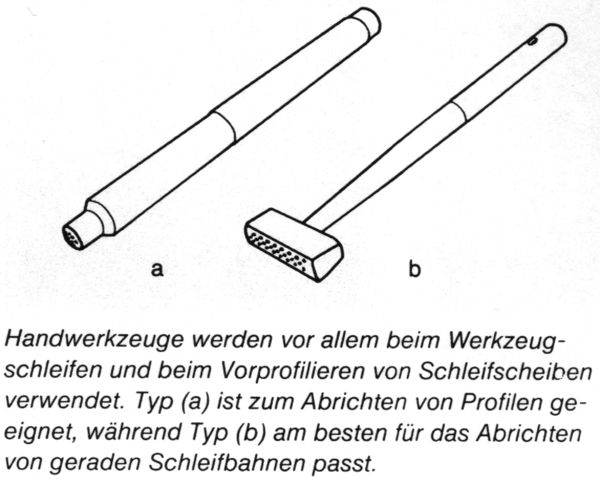
Diamantblöcke bestehen aus vielen kleinen Diamanten oder Diamantsplitter in
einem Metallbindemittel. Sie werden zum Abrichten von Profilen verwendet.
Sie sind eine billigere Alternative zu den Diamantrollen beim Schleifen von
kleinen Serien.
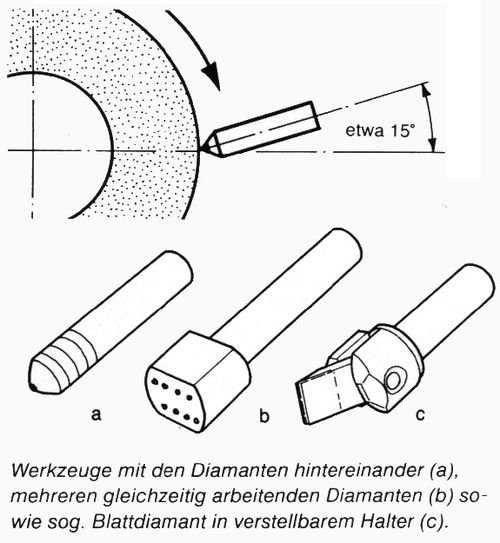

Abrichten von Diamantscheiben
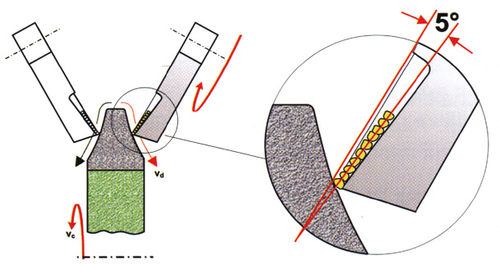
Abrichten mit Diamantrolle
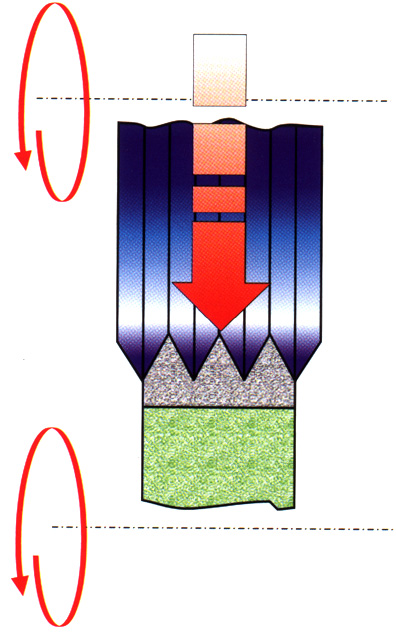
Crushieren von Diamantscheiben
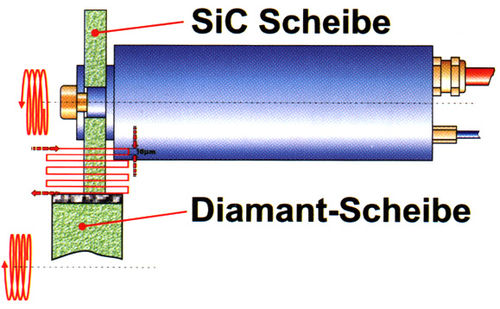
Abrichten von Diamantscheibe mit angetriebener SiC Scheibe
- Abrichtparameter
- Umfangsgeschwindigkeit der SíC-Scheibe 18-25 m/s
- Umfangsgeschwindigkeit der Diamantscheibe 5-15 m/s
- Zustellung pro Überlauf 0,005-0,01mm
Arbeitssicherheit
Schleifscheiben mit keramischer Bindung sind bruchempfindlich. Kommt es durch
Haarrisse, unsachgemäße Aufspannung oder große Fliehkräfte zum Zerspringen der
Schleifscheibe, werden Bruchstücke mit der Scheibenumfangsgeschwindigkeit von
80km/h bis 400km/h weggeschleudert - eine tödliche Gefahr, wenn ohne
Schutzvorrichtungen gearbeitet wird.
Beim Aufspannen von Schleifscheiben und beim Schleifen sind die
Unfallverhütungsvorschriften zu beachten:
- Eine Klangprobe ist unmittelbar vor dem Aufspannen einer neuen oder
gebrauchten Scheibe durchzuführen. Dazu wird die Scheibe rechts oder links von
der Mittellinie leicht angeschlagen. Rissfreie Scheiben ergeben einen klaren
Klang.
Beim Aufspannen ist zu beachten:
- Die Schleifscheiben müssen sich leicht auf die Spindel schieben lassen.
- Der Mindestdurchmesser der Flansche beträgt bei geraden Schleifscheiben 1/3xD (Bild 1 ).
- Es dürfen nur gleich große und an der Anlageseite gleich geformte Flansche mit weichen Zwischenlagen verwendet werden, um jede Biegebeanspruchung zu vermeiden.
- Die Unwucht ist zu prüfen und die Schleifscheibe wenn notig auszuwuchten
- Jeder neu aufgespannte Schleifkorper muss mindestens 5 Minuten bei der hochstzulässigen Drehzahl in einem abgegrenzten Gefahrbereich probelaufen.
- Die Werkstückauflage oder die Schutzhaube dürfen nur bei stillstehender Schleifinaschine nachgestellt werden (Bild 2 )
- Beim Schleifen muss eine Schutzbrille getragen werden.
Beim Schleifen sind die UVV zu beachten!
Klangprobe und Aufspannen
Aufspannen von Schleifscheiben
Bevor eine keramisch gebundene Scheibe aufgespannt wird, sollte die
Klangprobe vorgenommen werden.
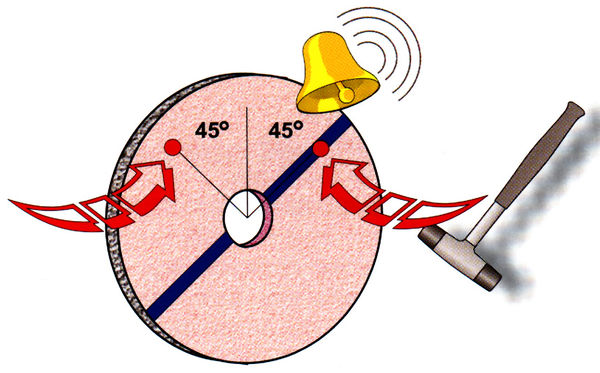
Dazu wird die Scheibe mit einem nicht-
metallischen Hammer rechts und links von der senkrechten Mittellinie leicht
angeschlagen. Das leichte Anschlagen sollte einen hellen "Glockenklang"
verursachen. Bei einem dumpfen Klang die Scheibe nicht einsetzen.
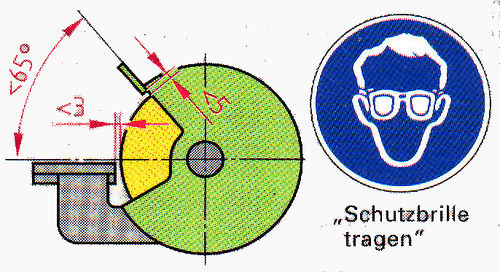
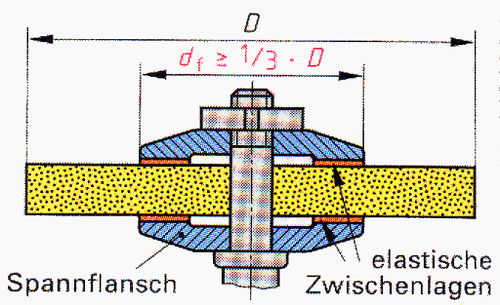
Zwischen den Stahlflansch und die Scheibe gehören Kunststoffflansche
(Polypropylen, 0.5mm dick).
UVV
Hartmetalle
- Hartmetallsorten - Feinkorn
Optimales Zähigkeitsverhalten durch außerordentliche Biegebruchfestigkeit
bis 3.700 N/mm²
Höhere Druckfestigkeit durch feinste Korngröße und Homogenität des
Hartmetallgefüges
Beste Verschleißfestigkeit - Härte bis 1.720 HV3O
- Hohe Sicherheit beim Einsatz des Werkzeuges durch geringe Bruchanfälligkeit
- Bearbeitung schwer zerspanbarer Materialien bis hin zu den warmfesten Legierungen
- Verwendung von Hartmetall auch im Anwendungsbereich niedriger Schnittgeschwindigkeiten
- Höhere Kantenbeständigkeit und damit weniger Schneidkantenausbrüche
- Größere Sicherheit gegen Bruch auch bei Werkzeugen mit kleinsten Durchmessern
- Verbesserung der Schneidkantengüte und Schneidkantenstabilität
- „Scharfe“ Schneiden eröffnen den Einsatz in der Decolletagebearbeitung bzw. der Kunststoff- und NE-Zerspanung und in der Zerspanung von Nimonic, Stellit, Titan, Tantal, Molybdän etc.
- Längere Lebensdauer des Werkzeuges durch geringeren Verschleiß
- Bearbeitungsmöglichkeiten hochharter und abrasiver Materialien (z.B. gehärteter Stahl)
Beste Verschleißfestigkeit - Härte bis 1.720 HV3O
Hartmetalle sind Sinter-Verbund-Werkzeugwerkstoffe, die zu etwa 90%
aus metallischen Hartstoffen und etwa 10% Cobalt-Bindemittel bestehen
und daher äußerst hart sind.
Die hier in Betracht kommenden Hartstoffe sind WC, TiC, TaC und NbC.
Der für Hartmetalle Wichtigste Hartstoff WC zerfällt beim Schmelzen, so
dass Hartmetallkörper durch das SINTERN pulvermetallurgischen
Verfahren hergestellt werden müssen. Dabei werden durch die
Verfahrensschritte Mahlen und Pulververdichten zunächst Presslinge
hergestellt, deren Formen in Bild 1 wiedergegeben sind. Beim Sintern wird
das Cobaitbindemittel flüssig, benetzt die Hartstoffe und bildet mit ihnen
chemische Verbindungen.
Siehe Sintern.
Kühlkanäle
Vorteile von Kühlkanälen:
- Direkte Kühlung an der Schneide bei gedrallten Bohr- und Fräswerkzeugen, dadurch wesentlich geringerer Verschleiß der Mantelflächen und Schneidkanten
- Bessere Maßhaltigkeit und bessere Oberflächengüte am Werkstück
- Gleichbleibende Position der Kühlbohnrng beim Nachschleifen des Werkzeuges
- Ausspülen der Späne aus der Bohnrung und Kühlung des Werkzeuges und Werkstückes
Sintern
Einer der wichtigsten Prozesse bei der Herstellung von Hartmetallen ist das Sintern.
Durch das durch pulver-metallurgische Verfahren entstehen durch Hitze und hohen Druck Formteile aus Sinterwerkstoffen.
Die Einzelschritte dieses Verfahrens sind in der Regel:
Pulverherstellung -> Pressen eines Rohlings aus Pulver -> Sintern
Pulver ist ein Haufwerk von Teilchen mit kleinerem Durchmesser als 1mm.
Es wird durch Zerstäubungs- oder Verdüsungsverfahren, mechanische
Zerkleinerung, Reduktionsverfahren oder elektrolytische Pulverabscheidung
hergestellt. Dickere Teilchen als >1 mm werden Granulate, kleinere Kolloide
genannt.
Pressen nennt man die Formgebung der Sinterkörper und Verdichtung des
Pulvers durch Einpressen in Matrizen mit Pressdrücken von 200 N/mm2
bis 600 N/mm2. Infolge Kaltverfestigung des Pulvers durch Versetzungsstau
und Reibung zwischen Pulver und Matrize kann Pulver nicht zu völliger Dichte
gepresst Werden.
Die Arbeitsweise wird als koaxiales Pressen bezeichnet. Die Herstellung von
kompliziert geformten Presskörpern erfolgt durch isostatisches Pressen, d. h.
durch allseitigen Pressdruck. Dabei werden die gummielastischen Matrizen in
einen Druckbehälter eingeschlossen und von einer Druckflüssigkeit beaufschlagt.
Sintern nennt man das Glühen von Presskörpern bei Temperaturen,
die dem 0,5- bis 0,95 fachen der Schmelzternperaturen der Ausgangswerkstoffe
entsprechen. In der Regel verbinden sich dabei die Pulverteilchen durch einen
der folgenden Vorgänge zu einem festen Gefügeverband, dem Sinterwerkstoff:
Bei einheitlichen Pulvern Wachsen die Pulverteilchen an den Berührungsstellen
durch Rekristallisation = Kornwachstum zusammen.
Nichteinheitliche Pulver enthalten Bindemittel. Diese werden flüssig und
benetzen die Pulverteilchen, sie stellen den Zement dar, der die Pulverteilchen
verbindet.
In manchen Fällen folgen den bisher beschriebenen Arbeitsgängen noch das
Kalibrieren auf höhere Maßgenauigkeit, Durchmesser bis IT7, Längen bis IT12,
Verbesserung der Oberflächen und/oder Tränken des Porenraumes mit
Schmierstoffen oder niedrigschmelzenden Metallen (z. B. Kupfer-Infiltration).
Sinterkörper haben nach allen Richtungen hin gleiche Eigenschaften.
- Pulvermetallspritzguß
Ein neues Verfahren in der Sintertechnik ist der Pulvermetallspritzguß.
Das zu verarbeitende Metallpulver wird mit einem thermoplastischen Kunststoff
vermischt. Der Thermoplastanteil liegt zwischen 10 bis 35 %. Diese Mischung
kann auf herkömmlichen, an den hohen
Metallpulveranteil angepaßten Kunststoffspritzgießmaschinen verarbeitet werden
Anschließend wird der Kunststoffanteil thermisch zersetzt und ausgetrieben
sowie das Bauteil dichtgesintert. Dieses Verfahren verbindet die bekannten
Vorteile des Kunststoffspritzgießens wie nahezu beliebige Formgestaltung,
Hinterschneidungen, große Serien, kostengünstige Fertigung mit Vorteilen der
Pulvermetallurgie, z. B. beliebige Werkstoffkombinationen, besondere
Werkstoffqualitäten und isotrope Werkstoffeigenschaften. Erfolgreich eingesetzt
wurde das Verfahren für Bauteile aus Hartmetall, Eisenwerkstoffen und
Nickelsuperlegierungen.
Holzwerkzeuge
Dübellochbohrer
Beschlagbohrer:
Fräser in Aufnahme (mit PKD-Schneiden)

Senker
HSS-Senker

Sägen
Säge
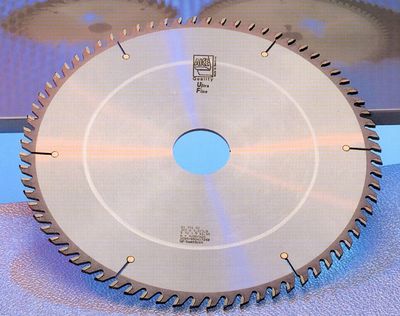
Profilfräser
Profilfräser

CBN und Diamant-Schleifscheiben
1. Diamant und CBN-Schleifscheibenform
Die Standardisierung: die hier vorgeschlagen wird: ist nicht endgültig und wird sicher von Zeit zu Zeit
durch die Herausgabe von Ergänzungen vervollkommnen werden. Der Inhalt dieser Broschüre kann jedoch
als eine Grundlage angesehen werden: die von allen interessierten Lä`ndern übernommen werden kann -
tatsächlich wird dieser Standard von den europäischen Delegierten in den l.S.O.-Verhandlun-gen schon
benutzt und kann daher als ein Beitrag zu einer internationalen Vereinbarung über Standardisierung
betrachtet werden.
2. Diamant- und CBN-Konzentration
Als Basis für die Diamant- und CBX-Konzentration in Schleifscheiben gilt
Konzentration 1l]l] entspricht einem Diamantinhalt von 4,4 Karat pro
Kubikzentimeter Belagvolumen (0,88 Gramm pro Kubikzentimeter).
Dieser Wert ist gleichbedeutend mit 25 Volumenprozent Diamant bei theoretischen spezifischen
Gewicht des Diamanten von 3:52 Gramm per Kubikzentimeter.
Alle anderen Konzentrationen sind proportional: z. B. 125: ]"5:5Ü.
3. FEPA - Schlüssel
ZUR BESTIMMUNG DER FORM UND BENENNUNG VON DIAMANT- UND CBN-SCHLEIFSCHEIBEN
Dieser Schlüssel entspricht der letzten Veröffentlichung des "USA STANDARD Identificationcode" für
Formen von Diamant-Schleifscheiben (USASB 74.l -1966 überarbeitete Fassung des B74.l-1951).
- Im folgenden ist nur von Diamant-Schleifscheiben die Rede, aber in allen Fällen, in denen Diamant-Schleifscheiben erwähnt werden, kann dieser Begriff gegen CBN-Schleifscheiben ausgetauscht werden.
4.1 Bereich
- 4.1.1 Dieses System wurde entwickelt, um die Form von kompletten Schleifscheiben, oder mehrteilig, zu bestimmen, wobei Schleifwerkzeuge, montiert auf Schäfte oder Halter, und lose Schleifsegrnente ausgenommen wurden.
- 4.1.1.1 Das System setzt sich aus vier Begriffen zusammen (siehe Abb. 1):
- (1) Form des Grundkörpers ö.UC
- (2) Form des Diamantbelages
- (3) Anordnung des Diamantbelages
- (4) Abweichungen
- 4.1.1.2 Diese Begriffe werden bei der Bestimmung wie folgt angewendet:
- Pos. 1 - Eine Zahl bezeichnet die Form des Grundkörpers (siehe 4.2.1 und Abb. 2)
- Pos. 2 - Ein oder zwei Buchstaben bezeichnen die Form des Diamantbelages auf dem Grundkörper (siehe 4.2.2 und Abb. 3)
- Pos. 3 - Eine Zahl bezeichnet die Anordnung des Diamantbelages auf d. Grundkörper (s. 4.3.1 u. Abb.4)
- Pos. 4 - Ein Buchstabe bez. die Abweichungen (s. 4.4.1 und Abb. 5)
- 4.1.2 Die folgenden Aufstellungen zeigen die Teile des Systems und die Schleifscheibenformen.
4.2. Auslegung
- 4.2.1 Prinzipielle Grundkörperformen (siehe Abb. 2)====
- 4.2.1.1 Die erste Stelle in dem System zur Festlegung der Standardtypen von Diamant-Schleifscheiben bezeichnet die Form des Grundkörpers: auf den der Diamantbelag aufgebracht ist.
- 4.2.1.2 Die Bezeichnung wird nicht beeinfiußt durch die Anordnung des Diamantbelages oder den Verwendungszweck der Schleifscheibe.
- 4.2.1.3 Das Anbringen einer Aussparung im Grundkörper für die Anordnung des Schleifbelages beeinfiußt die Bezeichnung der Form des Grundkörpers nicht.
- 4.2.1.4 Eine Freidrehung oder eine Fase soll bei der Bezeichnung des Grundkörpers nicht berücksichtigt werden.
- 4.2.1.5 Die Bezeichnung erfolgt durch Zahlen und soll den allgemeinen Richtlinien für die Bestimmung der Form anderer Schleifscheiben entsprechen.
Abb. 2 Bild
- 4.2.2 Diamantbelag (siehe Abb. 3)
- 4.2.2.1 Die zweite Stelle in dem System zur Festlegung der Standardtypen von Diamantscheibenbezeichnet die Querschnittsform des Diamantbelages.
- 4.2.2.2 Die Anordnung des Diamantbelages auf dem Grundkörperbeeinfußt die Bezeichnung der Querschnittsform nicht.
- 4.2.2.3 Der Diamantbelag kann sich um jede Achse drehen und soll aus vier Flächen bestehen, äußere Fläche, innere Fläche und zwei Seitenflächen.
- 4.2.2.4 Die Bezeichnung erfolgt durch Buchstaben und soll den allgemeinen Richtlinien für die Bezeichnung von Scheibenarbeitsfiächen bei anderen Schleifscheiben entsprechen. Bezeichnungsbeispiel für eine Diamant -bzw. CBN-Schleifscheibe
Abb. 3 Bild
4.3. Anordnung des Diamantbelags
(siehe Abb. 4)
- 4.3.1 Die dritte Stelle in dem System zur Festlegung der Standardtypen von Diamantscheiben bezeichnet die Anordnung des Diamantbelages auf dem Grundkörper. Allgemein ist bei der Anordnung des Diamantbelages auf dem Grundkörper zu beachten: daß der äußere Punkt eines winkligen oder konvexen Querschnitts (Belages) mit dem Außendurchmesser übereinstimmt.
- 4.3.2 Die Bezeichnung erfolgt durch Zahlen.
4.4. Abweichung
(siehe Abb. 5)
- 4.4.1 Die vierte Stelle in dem System zur Festlegung der Standardtypen von Diamantscheiben bezeichnet die Abweichungen. Die Bezeichnung erfolgt durch Buchstaben.
- 4.4.1.1 Diese vierte Stelle wird nur im Bedarfsfalle hinzugefügt.
- 4.4.1.2 Abweichungen von Standardscheibenformen sind innerhalb der festgelegten Begriffsbestimmungen zulässig.
Anordnung und Bezeichnung
Zahl und Position
- 1 - Umfang: Der Diamantbelag befindet sich am Umfang des Grundkörpers und erstreckt sich über die Gesamthöhe der Diamantscheibe. Die axiale Länge dieses Belages kann größer, gleich oder kleiner sein als die Belagtiefe, die in radialer Richtung gemessen wird. Eine oder mehrere Naben werden bei dieser Beschreibung nicht zur Gesamthöhe der Diamantscheibe gerechnet.
- 2 - eine Seite: Der Diamantbelag befindet sich auf der Planseite des Grundkörpers. Die radiale Breite des Diamantbelages erstreckt sich vom Umfang zum Mittelpunkt der Diamantscheibe hin. Sie kann über die ganze Planfiäche der Diamantscheibe gehen und soll größer sein als die axial gemessene Belagtiefe. Abbildung 4 Anordnung und Bezeichnung Zahl und Position Beschreibung
- 3 - beide Seiten: Der Diamantbelag befindet sich auf beiden Planflächen des Grundkörpers. Die radiale Breite des Diamantbelages erstreckt sich vom Umfang zum Mittelpunkt der Diamantscheibe hin. Sie kann über die ganzen Planflächen der Diamantscheibe gehen und soll größer sein als die axial gemessene Belagtiefe.
- 4 - nach innen abfallend oder konkav: Diese Auslegung erfordert die Grundkörper 2, 6, ll, 12 und 15. Der Diamantbelag befindet sich auf einer Seitenfiäche. Diese Fläche hat einen Winkel oder eine Krümmung von höheren Punkt am Scheibenumfang zu niedrigeren Punkt in Richtung auf den Mittelpunkt der Scheibe hin.
- 5 - nach außen abfallend oder konvex: Diese Auslegung erfordert die Grundkörper 2, 6, ll und 15. Der Diamantbelag befindet sich auf einer Seitenfläche. Diese Fläche hat einen Winkel oder eine Krümmung von niedrigeren Punkt am Scheibenumfang zu höheren Punkt in Richtung auf den Mittelpunkt der Scheibe hin.
- 6 - Teil des Umfanges: Der Diamantbelag befindet sich am Umfang des Grundkörpers, erreicht aber nicht die Gesamthöhe der Diamantscheibe und auch nicht eine der beiden Planflächen des Grundkörpers.
- 7 - Teil der Seite: Der Diamantbelag befindet sich auf einer Planfläche des Grundkörpers: erreicht aber nicht dessen Umfang. Der Diamantbelag kann sich bis zum Mittelpunkt der Scheibe erstrecken.
- 8 - voll durchsetzt: Es ist kein Grundkörper vorhanden, Diamantscheibe ist gleich Diamantbelag.
- 9 - besonderer Teil des Umfanges: Der Diamantbelag befindet sich am Umfang des Grundkörpers, erreicht aber nur eine seiner Planflächen.
- 10 -innerer Ring: Der Diamantbelag befindet sich auf der inneren Umfangsfläche des Grundkörpers und erstreckt sich über die Gesamthöhe der Diamantscheibe.
Abb. 4 Bild
Abbildung 4 Anordnung und Bezeichnung
Zahl und Position Beschreibung
- B - Bohren und Senken: Befestigungslöcher mit planen Ansenkungen im Grundkörper
- C - Bohren und Verenken: Befestigungslöcher mit konischen Ansenkungen im Grundkörper.
- H - Bohren: Durchgehende Befestigungslöcher.
- K - Keilnut: Bild
Teilsauszug aus "FEPA - Standard für Diamant- und CBN-Schleifscheiben (1992) Fa. Winter"
Messerschmiede
Abziehsteine
Besteckteile
Messer
Jagdmesser
Oktulier-Kopulier-Messer
Rasiermesser
Taschenmesser
Damaszener
Beschalungswerkstoffe
Koch- und Metzgermesser
Kuttermesser
Scheren
Poliermittel
Schneidsatz
Bandschleifen
Messerschneiden
Scheibenformen
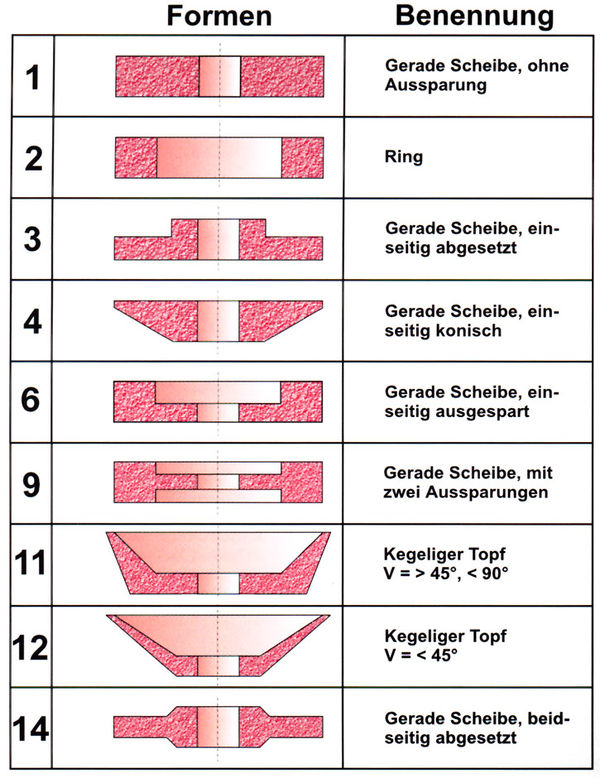
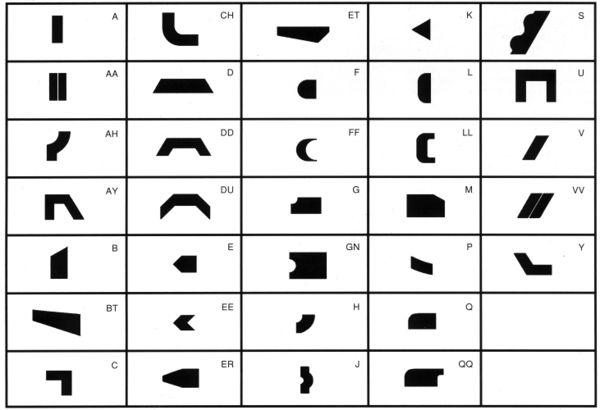
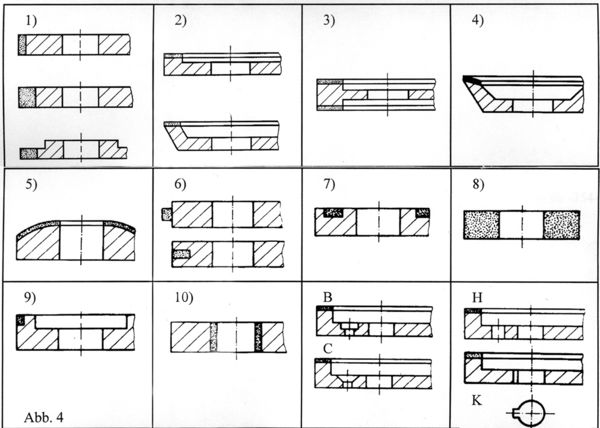
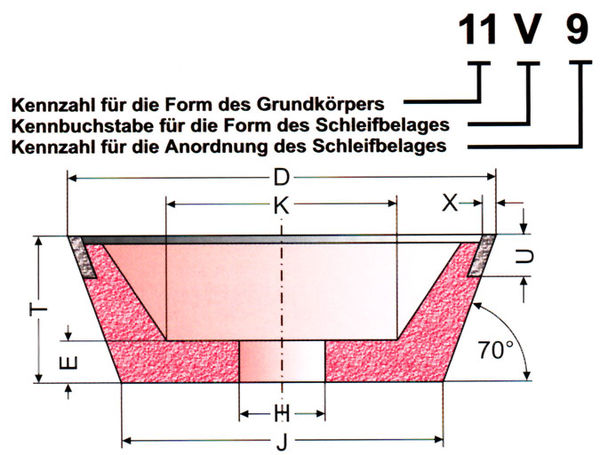
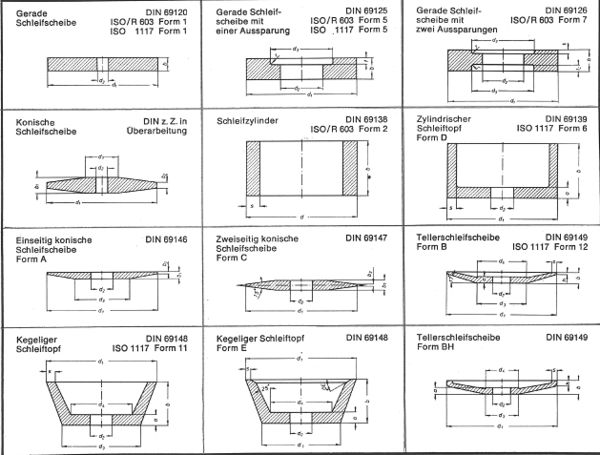
Schleifscheibengeschwindigkeit
Alle Scheiben, die schneller als 35m/s laufen, müssen mit entsprechenden Farbstreifen gekennzeichnet werden.
- 50m/s - Blau ---- 63m/s - Gelb ---- 80m/s - Rot ---- 100m/s - Grün ---- 125m/s Grün-Blau
Schleiffehler
Schleiffehler können von einer Vielzahl von Faktoren verursacht werden. Nachstehend eine
Auflistung der häufigsten Fehler beim Schleifprozeß:
- Allgemeine Fehler
- Nicht die passende Spezifikation der Schleifscheibe für den zu schleifenden Werkstoff
- Nicht die angepaßte und optimale Spezifikation der Schleifscheibe für das Schleifverfahren z.B. Pendel, Tiefschliff, Einstich, Durchlauf etc.
- Maschinensystem im Hinblick auf Führungen, Antriebe und Steuerungen nicht berücksichtigt
- Unwucht der Scheibe in vertikaler wie horizontaler Richtung
- Loser Sitz der Scheibe auf der Flanschauthahme
- Beschädigung der Flanschaufnahmebohrung oder -anlageflächen
- Tiefenzustellung-Werkstückgeschwindigkeit-Drehzahl der Schleifscheibe stehen nicht im richtigen Verhältnis zueinander
- Fehler beim Konditionieren der Schleifscheibe
- Die Abrichtparameter, z.B. Abrichtzustellung, -geschwindigkeit, -quotient, Verschleißkompensation müssen dem jeweiligen Verfahren angepaßt sein
- Abrichtwerkzeug lose oder labil
- Beschädigter Abrichtdiamant
- Verschleiß der Formabrichtwerkzeuge
- Fehler beim Kühlen
- Mediumdurchsatz (Menge, Druck) ist unzureichend
- Mediumstrahl gelangt nicht direkt in die Schleifikontaktzone
- Keine Mediumleitstücke, obwohl räumlich möglich.
- Düsenaustrittsöffnungen lassen keine laminare Strahlbildung zu
- Zu hohe Verschmutzung des Kühlmediums
- Unzureichende Konzentration des Kühlmediums
- Nicht richtige Auswahl des Kühlmediums z.B. Emulsion statt Öl.
- Fehler Vermeidung - Behebung
- Mit uns sprechen und das "elbe Know-how" nutzen
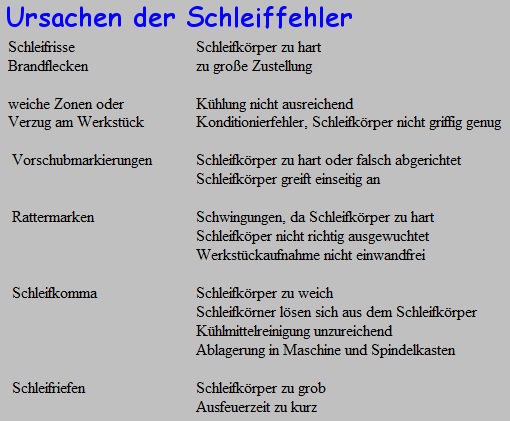
Werkstoffprüfung
Wärmebehandlung
Legierungselemente
- Einfluss der Legierungselemente
Die Eigenschaften von Stahl und Gusseisen hängen weitgehend von den metallischen und nichtmetallischen Eisenbegleitern (C, Si, Mn, P, S) und den absichtlich zugesetzten Legienrungselementen ab. Gibt man die Elemente Silizium, Mangan, Phosphor und Schwefel bei besonderen Stählen und Gusswerkstoffen gezielt hinzu, so gelten sie ebenfalls als Legierungselemente.
- Übersicht über die Wirkungen von Begleit- und Legierungselementen
| Begleitelement |
Bestandteil |
Erhöht |
Vermindert
|
| C - Kohlenstoff |
0,2-2,06 % |
Festigkeit
Härtbarkeit
Härte |
Dehnbarkeit
Schweißbarkeit
Schmiedbarkeit
Zähigkeit
Schmelzpunkt
|
| Si - Silizium |
0,03 - 0,6 % |
Festigkeit
Elastizität
Härtetiefe
Korrosionsbeständigkeit
Graphitbildung |
Umformbarkeit
Schweißbarkeit
|
| Mn - Mangan |
0,4 - 0,8 % |
Festigkeit
Zähigkeit
Härtetiefe |
Zerspanbarkeit
Graphitbildung
|
| p - Phosphor |
0,03 - 0,08 % |
Festigkeit
|
Dehnbarkeit
Schweißbarkeit
Kaltumformbarkeit
Zähigkeit
|
| S - Schwefel |
0,03 - 0,06 % |
Zerspanbargkeit |
Umformbarkeit bei
hohen Temperaturen
(Rot- und Heißbruch)
|
| Legierungselement |
Erhöht |
Vermindert
|
| Cr - Chrom |
Zugfestigkeit
Härte
Warmfestigkeit
Härtetiefe
Korrosionsbeständigkeit
Schneidhaltigkeit
Kornfeinheit |
Dehnbarkeit
|
| Ni - Nickel |
Zugfestigkeit
Härte
Korrosionsbeständigkeit
Härtetiefe |
Wärmedehnung
|
| V - Vanadium |
Zugfestigkeit
Warmfestigkeit
Härte
Zähigkeit |
|
| W - Wolfram |
Warmfestigkeit
Härtetiefe
Korrosionsbeständigkeit
Feinkörnigkeit |
Dehnbarkeit
|
| Mo - Molybdän |
Zugfestigkeit
Härte
Warmfestigkeit |
Schmiedbarkeit
Dehnbarkeit
|
Eisen-Kohlenstoff-Diagramm
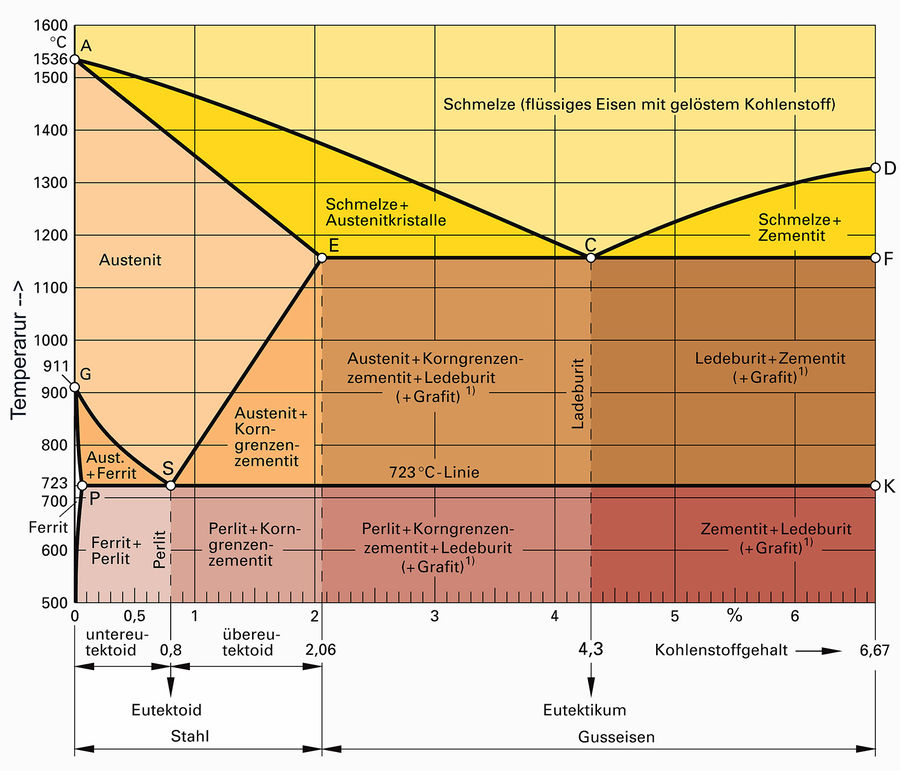
Glühen
Glühen ist eine Wärmebehandlung, bestehend aus langsamen Erwärmen, Halten auf Glühtemperatur und langsamen Abkühlen.
Die Glühverfahren unterscheiden sich durch die Höhe der Glühtemperatur und die Länge der Glühzeit.
- Spannungsarmglühen
- Rekristallisationsglühen
- Weichglühen
- Normalglühen
- Diffusionsglühen
- Glühfehler
- Härten
- Anlassen
- Vergüten
- Randschichthärten
- Induktionshärten
- Einsatzhärten
- Nitrieren
- Carbonitrieren
Glühfarben
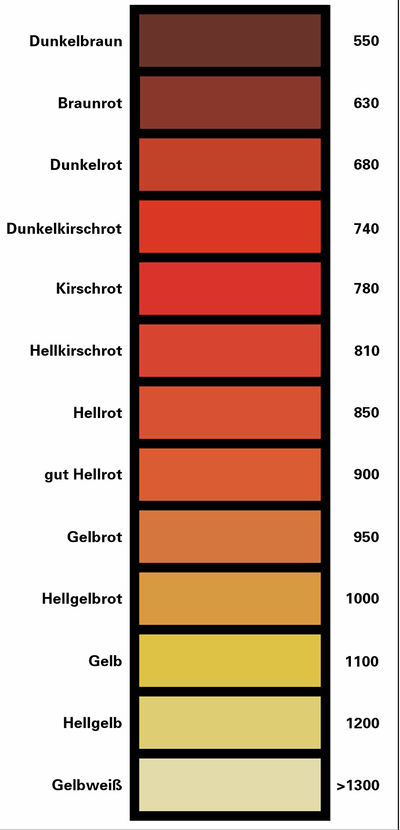
Anlaßfarben
Nach dem Abschrecken ist der Stahl sehr hart und spröde. Er besitzt wegen des harten und spröden Martensits innere Gefügeverspannungen, die Härteverzug, Härterisse und bei Belastung Sprödbrüch bewirken können. Um diese Versprödung zu verringern, werden die frisch gehärteten Werkstücke auf Anlasstemperatur erwärmt, eine Zeitlang auf Temperatur gehalten und dann langsam abgekühlt. Unlegierte und niedrig legierte Stähle werden bei 200 °C bis 350 °C
angelassen, hochlegierte Stähle bei 500 °C bis 700 °C. Durch das Anlassen wird die Sprödigkeit des Stahls vermindert, er erhält ein gewisses Maß an Zähigkeit. Die Härte nimmt durch das Anlassen nur geringfügig ab. Beim Anlassen bilden sich auf blanken
Werkstückoberflächen Anlassfarben. Sie können zum Abschätzen der Anlasstemperatur benützt werden.
Damit die Anlassfarben gut sichtbar sind, müssen die anzulassenden Teile an einer Stelle durch Schleifen blank gemacht werden.